 Anglais
Anglais 中文简体
中文简体Machine d'impression hélio sur papier décoratif : fonctionnement, composants clés et guide d'achat
Qu'est-ce qu'une machine d'impression héliogravure sur papier décoratif ?
Une machine d'impression hélio sur papier décoratif - également appelée presse à papier décoratif par héliogravure ou machine d'impression taille-douce pour papier décoratif - est un système d'impression sur bande à grande vitesse et de précision spécialement conçu pour appliquer des motifs de surface, des textures de grain de bois, des effets de pierre, des motifs de tissu et des motifs décoratifs abstraits sur des substrats en papier qui seront finalement utilisés comme superpositions de surface dans la fabrication de meubles, de revêtements de sol, d'armoires et de panneaux intérieurs. Le papier imprimé est généralement ensuite imprégné de mélamine ou d'autres résines thermodurcissables pour produire la surface décorative finie visible sur les panneaux de revêtement de sol stratifiés, les meubles en panneaux de fibres de densité moyenne (MDF), les panneaux de cuisine modulaires et les produits similaires.
Le procédé d'héliogravure — dérivé de l'italien intaglio, signifiant « gravé » — transfère l'encre des cellules microscopiques gravées sur la surface d'un cylindre de cuivre en rotation directement sur la bande de papier en mouvement. La profondeur, le diamètre et la densité de ces cellules déterminent le volume d'encre déposé à chaque endroit, permettant des gradations tonales extrêmement fines, des répétitions de motifs nettes et une reproduction des couleurs de qualité photographique qui distingue le papier décoratif imprimé par héliogravure des papiers produits par des méthodes d'impression flexographiques ou offset. Pour une industrie où une texture convaincante de grain de bois ou de pierre doit résister à des années d'examen minutieux des consommateurs, ce niveau de fidélité d'impression n'est pas facultatif : c'est l'exigence commerciale de base.
Le processus d'impression hélio : étape par étape pour le papier décoratif
Comprendre la séquence des opérations dans un machine d'impression par gravure sur papier décoratif explique pourquoi des composants spécifiques de la machine sont conçus de cette manière et quels paramètres de processus influencent le plus directement la qualité d'impression finale.
Déroulement de la bande et contrôle de la tension
Le processus d'impression commence au stand de déroulement, où un rouleau principal de papier décoratif de base - généralement un papier de base chargé de dioxyde de titane avec un grammage de 60 à 150 g/m² - est monté et introduit dans la presse sous une tension contrôlée. Le contrôle de la tension de la bande au poste de déroulement est essentiel car les papiers supports décoratifs sont très sensibles aux variations de tension : une tension trop faible permet à la bande de flotter et de se déplacer latéralement, provoquant des erreurs de repérage entre les stations de couleur ; trop de tension étire le papier, déformant le motif imprimé et provoquant des ruptures de bande. Les presses hélio papier décoratives modernes utilisent des systèmes de contrôle de tension à rouleaux danseurs ou à cellules de charge en boucle fermée qui maintiennent la tension de la bande entre ± 2 et 5 N/m tout au long du cycle de production.
Application d'encre sur chaque unité d'impression
Chaque couleur du motif décoratif est imprimée sur une unité d'impression dédiée composée de trois composants principaux : le cylindre de gravure, le bac à encre et la racle. Le cylindre de gravure tourne partiellement immergé dans le bac à encre, inondant d'encre sa structure cellulaire gravée. Lorsque le cylindre sort du bac à encre, une racle affûtée avec précision – généralement en acier trempé ou à pointe en céramique – balaie la surface du cylindre, éliminant toute l'encre des zones non gravées et ne laissant l'encre que dans les cellules en retrait. Le cylindre entre ensuite en contact avec la bande de papier au niveau de la zone d'impression, où un rouleau d'impression recouvert de caoutchouc presse le papier contre la surface du cylindre avec une force contrôlée, extrayant l'encre des cellules par action capillaire et la transférant sur le substrat papier.
Séchage entre les stations de couleur
Entre chaque unité d'impression successive, la bande de papier fraîchement encrée passe à travers un sécheur - le plus souvent un tunnel à air chaud ou un sécheur infrarouge - pour évaporer le solvant ou l'eau support de l'encre appliquée avant l'application de la couleur suivante. Un séchage incomplet entre les stations provoque un retrait de l'encre (l'encre humide de la station précédente est transférée sur le cylindre suivant au lieu de rester sur le papier), une contamination des couleurs et un blocage de la bande sur les rouleaux de rembobinage. L'efficacité du séchage limite directement la vitesse de production : la vitesse maximale de la presse est la vitesse à laquelle le sécheur peut sécher complètement chaque couche d'encre dans le temps de séjour disponible dans la section sécheuse.
Enregistrement multicolore
Un motif réaliste de grain de bois ou de marbre sur du papier décoratif nécessite généralement 4 à 8 séparations de couleurs individuelles, chacune étant imprimée sur une unité distincte en repérage précis avec toutes les autres couleurs. Des erreurs de repérage aussi petites que 0,1 à 0,2 mm sont visibles à l'œil nu dans les motifs de grain du bois, ce qui fait du contrôle du repérage l'un des aspects les plus exigeants techniquement de l'héliogravure sur papier décoratif. Les presses modernes utilisent des systèmes de contrôle automatique du repérage (ARC) basés sur une caméra CCD qui lisent en continu les marques de repérage imprimées sur le bord de la bande et effectuent des micro-corrections en temps réel sur la position latérale et circonférentielle de chaque cylindre pour maintenir un alignement exact couleur sur couleur tout au long du tirage.
Rembobinage et finition des rouleaux
Après l'unité d'impression finale et le séchoir, la bande de papier décorée finie est rembobinée sur des mandrins à la station de rembobinage. Le contrôle de la tension de rembobinage doit être aussi précis que la tension de déroulement pour éviter le télescopage, le froissement ou le froissement du rouleau fini. De nombreuses presses d'héliogravure sur papier décoratif intègrent des systèmes d'inspection de qualité en ligne (caméras d'inspection d'impression stroboscopiques ou têtes de mesure des couleurs spectrophotométriques) au niveau de la station de rembobinage pour signaler les défauts tels que les stries de raclette, le colmatage des cellules cylindriques, la dérive de densité de couleur ou les décalages de repérage avant que le matériau défectueux ne soit enroulé dans le rouleau fini.
Composants de base d'une machine d'impression hélio sur papier décoratif
La qualité technique des composants individuels de la machine détermine directement la qualité d'impression, la disponibilité de la machine et le coût total de possession tout au long de la durée de vie de l'équipement. Voici les composants qui différencient le plus significativement les presses hélio pour papier décoratif haut de gamme des alternatives de spécifications inférieures.
Cylindres de gravure
Le cylindre d’héliogravure est le cœur du processus d’impression et le composant qui détermine le plafond de qualité d’impression plus que tout autre élément. Dans l'impression hélio sur papier décoratif, les cylindres sont généralement construits à partir d'une base en acier avec une couche de cuivre électrodéposée (80 à 200 microns d'épaisseur) qui est gravée avec le motif cellulaire à l'aide d'une gravure électromécanique (à base de stylet, produisant des cellules en forme de diamant) ou d'une gravure laser (produisant des formes de cellules plus polyvalentes et une résolution plus fine). Après la gravure, la surface du cuivre est chromée jusqu'à une dureté de 900 à 1 000 HV pour résister à l'usure de la racle, des épaisseurs de couche de chrome de 6 à 8 microns étant standard pour les applications de papier décoratif.
Les spécifications de géométrie des cellules pour les cylindres de papier décoratif vont généralement de 150 à 200 lignes par centimètre, avec des profondeurs de cellules de 20 à 55 microns en fonction de la couleur et de la valeur tonale reproduite. Une géométrie précise des cellules est essentielle : des variations de la profondeur des cellules, même de 2 à 3 microns, créent des différences mesurables de densité de couleur qui se manifestent par des bandes visibles ou des irrégularités tonales dans les zones aplaties du motif imprimé.
Système de lame de docteur
L'ensemble de racle maintient et positionne la racle contre le cylindre de gravure rotatif à un angle de contact et une pression de contact contrôlés avec précision (généralement 55° à 65° pour les applications de papier décoratif). La lame doit maintenir un contact uniforme sur toute la largeur d’impression – qui peut atteindre 2 200 à 2 800 mm sur les presses à papier décoratif grand format – sans permettre à l’encre de s’écouler à aucun moment, tout en n’appliquant pas de pression excessive qui accélère l’usure du chrome du cylindre. Les porte-lames modernes utilisent des mécanismes de serrage de lame pneumatiques ou à ressort avec un réglage précis de l'angle de la lame et de la pression de contact, et intègrent des entraînements d'oscillation qui déplacent l'ensemble de lame latéralement de 5 à 15 mm pendant l'impression pour éviter les traces d'usure localisées de la lame et du cylindre.
Rouleau d'impression
Le rouleau d'impression presse la bande de papier contre le cylindre de gravure au niveau de la zone d'impression pour faciliter le transfert d'encre. Pour les applications de papier décoratif, les rouleaux d'impression sont généralement recouverts de caoutchouc polyuréthane d'une dureté de 60 à 80 Shore A, choisi pour fournir une conformité suffisante pour garantir une pression de pincement uniforme sur toute la largeur de la bande tout en étant résistant aux solvants agressifs des encres d'héliogravure. Le profilage de la couronne du rouleau d'impression (une légère augmentation du diamètre du rouleau vers le centre pour compenser la déviation sous la charge de pincement) est essentiel sur les presses à papier décoratif à laize large pour maintenir une pression d'impression uniforme sur toute la largeur du substrat.
Système de contrôle de la circulation de l'encre et de la viscosité
La viscosité de l'encre d'héliogravure contrôle directement le poids du film d'encre, la densité des couleurs et l'élargissement des points dans l'image imprimée. À mesure que le solvant s'évapore du bac à encre pendant l'impression, la viscosité augmente, ce qui augmente la densité de la couleur et peut provoquer un broutage de la raclette ou un colmatage des cellules. Les systèmes automatisés de contrôle de la viscosité de l'encre surveillent en permanence la viscosité de l'encre à l'aide de viscosimètres en ligne (généralement à coupelle d'efflux ou à base de viscosimètre rotatif) et dosent du solvant frais dans le bac à encre via des pompes doseuses pour maintenir la viscosité dans une tolérance de ± 1 à 2 secondes de la valeur cible tout au long du tirage. La température de l'encre affecte également de manière significative la viscosité, et certaines presses haut de gamme intègrent des systèmes de conditionnement de la température de l'encre pour éliminer la dérive de viscosité causée par la variation de la température ambiante lors de longs tirages de production.

Configurations de machine : conceptions de presse monochromes ou multicolores
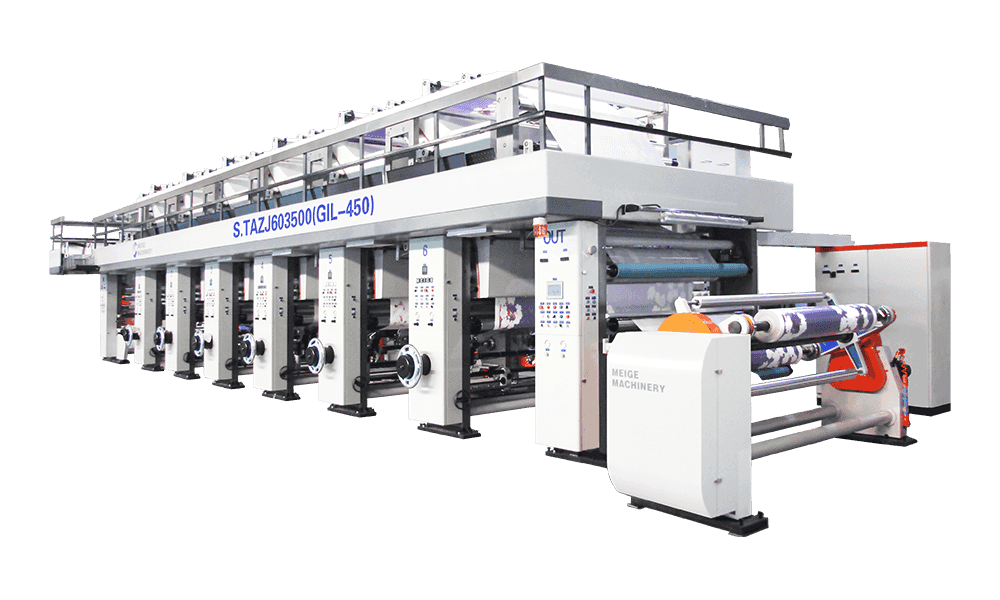
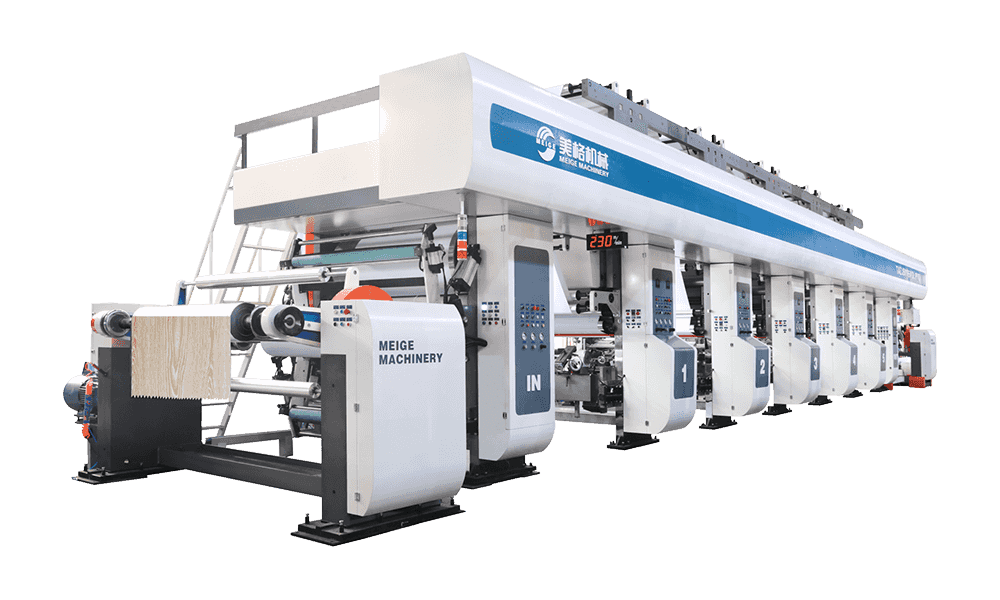
Les machines d'impression hélio sur papier décoratif sont disponibles dans des configurations allant des presses d'épreuvage monochrome aux presses de production complète avec 10 unités d'impression ou plus. La configuration appropriée dépend de la complexité des motifs décoratifs produits et des exigences de volume de production de l'installation.
| Configuration | Nombre d'unités | Largeur d'impression typique | Plage de vitesse | Demande principale |
| Étuve monobloc | 1 | 600-900 mm | 20 à 60 m/min | Cylinder proofing, R&D |
| Presse de production 4 couleurs | 4 | 1 300 à 1 800 millimètres | 80-150 m/min | Grain de bois simple, motifs unis |
| Presse de production 6 couleurs | 6 | 1 600 à 2 200 millimètres | 100-200 m/min | Grains de bois complexes, effets de pierre, textiles |
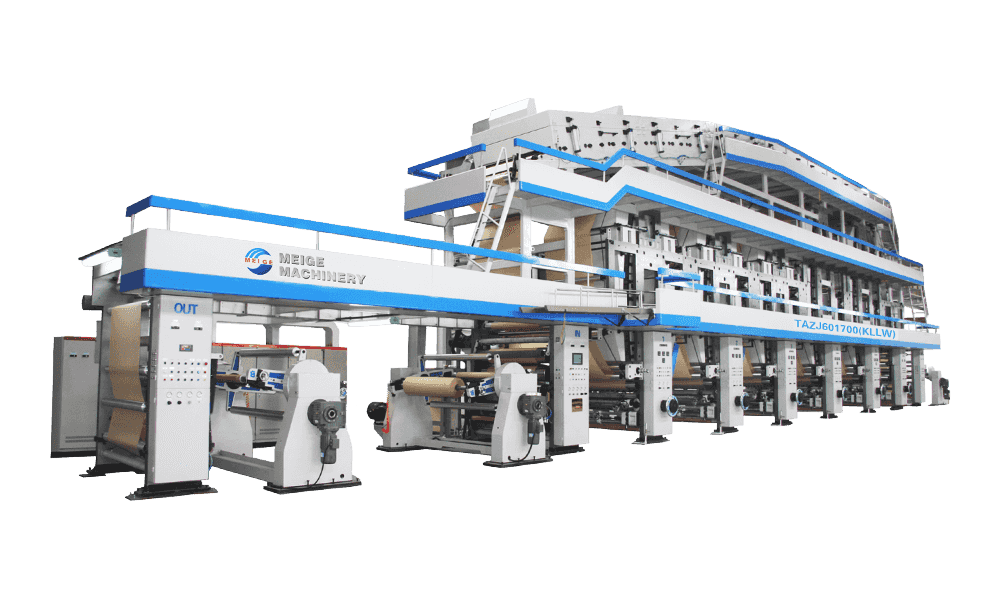
| Presse large laize 8 à 10 couleurs | 8 à 10 | 2 200 à 2 800 mm | 150 à 300 m/min | Textures photographiques haute fidélité, grands motifs répétés |
Pour les fabricants produisant une gamme diversifiée de motifs décoratifs, notamment des grains de bois, des effets de pierre, des motifs fantaisie et des papiers de couleur unie, une presse 6 couleurs représente la configuration la plus polyvalente sur le plan commercial, capable de reproduire la grande majorité des motifs standard du marché sans le surcoût d'investissement et de fonctionnement des machines à 8 ou 10 unités. Les configurations de laize large supérieure à 2 000 mm de largeur d'impression sont principalement justifiées pour la production de modèles de produits de base en grand volume, où les économies d'échelle sur les grands rouleaux l'emportent sur la complexité supplémentaire liée à la gestion de la manipulation de laizes plus larges.
Systèmes d’encre pour l’héliogravure décorative sur papier
Le système d’encre utilisé sur une presse d’héliogravure sur papier décoratif doit répondre à des exigences qui vont bien au-delà de la simple fidélité des couleurs. Les encres pour papier décoratif doivent survivre au processus d'imprégnation ultérieur, au cours duquel le papier imprimé est saturé de résine liquide mélamine-formaldéhyde, puis durci à des températures de 160 à 200 °C sous haute pression dans une presse de laminage à cycle court. Les encres qui ne sont pas thermiquement stables ou qui sont incompatibles avec la résine d'imprégnation déteignent, changent de couleur ou se délaminent pendant le pressage, produisant des panneaux finis avec une qualité d'impression inacceptable.
- Encres d'héliogravure à base de solvants : Historiquement, le système dominant pour l'impression hélio sur papier décoratif, les encres à base de solvant utilisent du toluène, de l'acétate d'éthyle ou des systèmes à solvants mixtes comme supports. Ils offrent un séchage rapide, une excellente tenue des couleurs et une bonne compatibilité avec l’imprégnation mélamine. Les réglementations environnementales et sanitaires sur les émissions de COV ont conduit à des investissements importants dans les systèmes de récupération et de réduction des solvants sur les presses utilisant ces encres, augmentant ainsi le capital des installations et les coûts d'exploitation.
- Encres hélio à base d'eau : De plus en plus adoptés comme alternative à faible teneur en COV, les systèmes d'encre à base d'eau nécessitent des conceptions de séchoir plus sophistiquées (généralement un impact d'air à volume plus élevé combiné à un chauffage infrarouge) en raison de la chaleur latente d'évaporation de l'eau plus élevée que celle des solvants organiques. Les progrès en matière de formulation des encres ont largement comblé l’écart de performance historique avec les encres à solvant en termes de brillance des couleurs, d’adhérence et de compatibilité d’imprégnation pour les applications de papier décoratif.
- Pigments résistants à la chaleur : Toutes les encres pour l’héliogravure sur papier décoratif doivent incorporer des pigments ayant une stabilité thermique prouvée aux températures de la presse à plastifier. Les pigments organiques sensibles à la dégradation thermique, notamment certains pigments jaunes et rouges, doivent être remplacés par des alternatives plus performantes telles que les rouges de pérylène, les violets de dioxazine ou les jaunes azoïques de nickel qui conservent la précision des couleurs tout au long du cycle de laminage.
Spécifications clés à évaluer lors de l’achat d’une presse à héliogravure sur papier décoratif
Choisir la bonne machine d’impression hélio pour la production de papier décoratif est une décision capitale avec une durée de vie typique de l’équipement de 15 à 25 ans. Les spécifications et critères d’évaluation suivants doivent être systématiquement évalués au cours du processus de passation de marchés :
- Largeur de bande et largeur d'impression maximales : Spécifiez la largeur maximale du support que la presse doit prendre en charge en fonction du format de rouleau de papier décoratif le plus large et confirmez la largeur d'impression maximale, qui est généralement inférieure de 20 à 40 mm à la largeur de la bande pour permettre la coupe des bords et les zones de marquage.
- Vitesse de production maximale : Évaluez de manière critique les vitesses maximales revendiquées : la vitesse maximale n'est commercialement utile que si le système de séchage peut atteindre un séchage complet de l'encre à cette vitesse avec votre combinaison spécifique d'encre et de substrat. Demander les données de performances de séchage à vitesse maximale auprès du fabricant de la presse.
- Spécification de précision du registre : Pour les applications de papier décoratif, exigez une précision de repérage de ±0,1 mm ou mieux dans des conditions de fonctionnement stables. Vérifiez cette spécification en vous référant à des données de tests indépendants ou à des références clients plutôt que de vous fier uniquement aux affirmations du fabricant.
- Temps de changement de cylindre : Dans la production de papier décoratif, les changements de motifs sont fréquents. Le temps de changement de cylindre (le temps nécessaire pour retirer et remplacer tous les cylindres et configurer un nouveau modèle) a un impact direct sur l'efficacité de la production et la durée de production économique minimale. Les systèmes modernes de cylindres à changement rapide peuvent réaliser des changements complets de cylindres de 6 couleurs en moins de 30 minutes.
- Système de récupération ou de réduction des solvants : Si vous utilisez des encres à base de solvants, évaluez si la presse est conçue pour une récupération de solvant en ligne (ce qui réduit la consommation de solvant brut et les coûts d'exploitation) ou pour une réduction des oxydants thermiques (qui détruit les vapeurs de solvant mais génère des coûts d'exploitation en termes de consommation de carburant). Confirmez que la capacité du système de réduction correspond au taux d'évaporation maximal du solvant de la presse à pleine vitesse de production.
- Système d’entraînement et architecture de contrôle de tension : Confirmez que chaque unité d'impression dispose d'un servomoteur numérique indépendant avec contrôle de tension en boucle fermée entre les unités, plutôt que d'anciennes architectures d'entraînement à arbre de transmission qui sont moins flexibles et plus difficiles à entretenir. Les presses servocommandées offrent un calage plus rapide, une meilleure stabilité du registre pendant l'accélération et la décélération et une maintenance mécanique plus simple.
- Capacité de service du fournisseur et disponibilité des pièces de rechange : Pour une machine représentant plusieurs millions de dollars d'investissement en capital, évaluez la couverture locale des ingénieurs de service du fabricant, les engagements en matière de temps de réponse et les emplacements d'entrepôt de pièces de rechange. Pour les installations situées dans des régions éloignées du siège social du fabricant de machines, vérifiez si les pièces de rechange critiques (rouleaux d'impression, supports de racles, servomoteurs) sont conservées dans des centres de distribution régionaux ou doivent être expédiées depuis le pays de fabrication avec des retards douaniers potentiellement longs.
Meilleures pratiques de maintenance pour maximiser les performances et la longévité des machines
Une machine d'impression hélio sur papier décoratif exploitée dans le cadre d'un programme de maintenance préventive rigoureux surpassera systématiquement une machine nominalement supérieure mais mal entretenue. Les disciplines de maintenance suivantes sont les plus essentielles à une qualité d'impression durable et à la disponibilité de la machine :
- Calendrier d’inspection et de remplacement de la racle : Les racleurs doivent être inspectés à chaque changement de travail et remplacés à intervalles fixes, généralement toutes les 4 à 8 heures de fonctionnement, en fonction du matériau de la lame et de la dureté du chrome du cylindre. Une racle usée ou ébréchée se manifeste immédiatement par des stries, des bandes tonales ou une fuite d'encre au-delà de la lame, et un remplacement retardé accélère l'usure disproportionnée du chrome du cylindre.
- Surveillance de l'état du rouleau d'impression : Les surfaces en caoutchouc des rouleaux d'impression doivent être inspectées chaque semaine pour détecter tout glaçage, gonflement ou dommage de surface, et la dureté du rouleau doit être testée par rapport aux mesures de base selon un calendrier trimestriel. Une dérive de la dureté du caoutchouc supérieure à ±5 Shore A par rapport à la valeur spécifiée nécessite un recouvrement du rouleau avant que la qualité d'impression ne soit affectée.
- Nettoyage du bac à encre et du système de circulation : Le rinçage et le nettoyage complet du système d’encre entre les changements de motif sont essentiels pour éviter la contamination des couleurs et l’agglomération des pigments dans les conduites d’alimentation en encre et les récipients de contrôle de la viscosité. Établissez un protocole documenté de nettoyage du système d'encre avec des volumes de rinçage de solvant définis et des critères d'acceptation de la contamination résiduelle de l'encre avant d'approuver la presse pour le travail suivant.
- Entretien du sèche-linge : Les buses du séchoir à air chaud et les déflecteurs de distribution d'air doivent être nettoyés tous les trimestres pour éliminer les dépôts de brouillard d'encre qui réduisent l'uniformité du flux d'air et l'efficacité du séchage. La sortie des émetteurs infrarouges doit être testée chaque année et les émetteurs dégradés doivent être remplacés afin de maintenir une densité d'énergie de séchage constante sur toute la largeur de la bande.
- Calibrage du système de guidage et de tension de la bande : Les cellules de pesée et les roulements à rouleaux danseurs doivent être calibrés et entretenus selon un calendrier semestriel pour garantir la précision de la mesure de tension. La dérive d'étalonnage dans les systèmes de contrôle de tension est une cause courante d'instabilité chronique du repérage qui est attribuée à tort à des problèmes de cylindre ou d'encre lors du dépannage.
catégories de produits
Actualités recommandées
2026-08-04Machine à stratifié multicouche : un guide pratique pour en choisir et en faire fonctionner une
2026-07-30Qu’est-ce qu’une imprimante héliogravure sur papier décoratif ? Un guide simple pour les acheteurs et les opérateurs
2026-07-21Explication de la machine d'impression sur papier PU : Comment le cuir synthétique obtient son motif et sa texture
produits recommandés
La variété des modèles, pour répondre aux besoins de développement des différentes régions du monde.

Envoyez-nous un message dès maintenant !
Liens rapides
Des produits
- Imprimante hélio sur papier décoratif série KL
- Imprimante hélio sur papier décoratif série DL
- Imprimante hélio sur papier décoratif série HL
- Imprimante hélio sur papier décoratif série MG
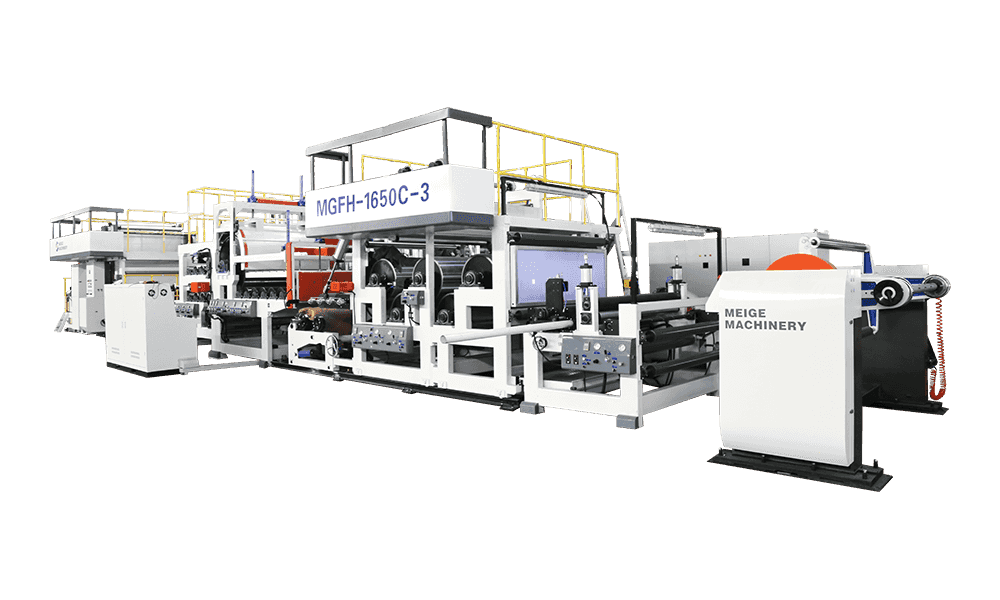
- Machine de revêtement par gravure de papier décoratif série LLW
- Imprimante hélio sur papier décoratif série BL, CS, JS, CL, JL, EL
- ......
Contactez-nous
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, village de Qingke, rue Jincheng, district de Lin'an, ville de Hangzhou, province du Zhejiang
Copyright © Machines Cie., Ltd de Zhejiang Meige. All rights reserved.
 Confidentialité
Confidentialité