 Anglais
Anglais 中文简体
中文简体Machines d'impression hélio sur papier décoratif : un guide complet de l'acheteur et de l'opérateur
Le papier décoratif (le matériau de surface imprimé utilisé dans les meubles, les revêtements de sol, les armoires, les panneaux muraux et les produits stratifiés) exige un niveau de cohérence des motifs, de précision des couleurs et de débit de production qu'une seule technologie d'impression offre de manière fiable à l'échelle industrielle : l'héliogravure. Une machine d'impression hélio sur papier décoratif est un équipement hautement spécialisé qui se trouve au centre de l'industrie des surfaces décoratives, produisant le grain du bois, la pierre, le textile et les motifs abstraits qui apparaissent chaque année sur des milliards de mètres carrés de produits stratifiés. Ce guide couvre tout ce qu'un acheteur, un directeur d'usine ou un ingénieur de production doit comprendre sur ces machines : comment elles fonctionnent, ce que signifient les spécifications clés, comment évaluer les fournisseurs et ce qui différencie les équipements hautes performances des machines qui ont du mal à répondre aux exigences de qualité rigoureuses du papier décoratif.
Pourquoi l'héliogravure domine la production de papier décoratif
Le papier décoratif a des exigences d’impression spécifiques qui éliminent la plupart des technologies d’impression concurrentes de toute considération pratique. Les motifs doivent être reproduits avec une cohérence microscopique rouleau après rouleau : une répétition du grain du bois qui se déplace de 0,1 mm entre deux rouleaux utilisés sur les panneaux adjacents d'une armoire de cuisine devient immédiatement visible comme un défaut de non-concordance. Les couleurs doivent rester identiques à travers les séries de production séparées par des semaines ou des mois, car le papier décoratif est un composant d'un système de produits plus vaste dans lequel les panneaux, les bords et les éléments assortis sont produits à partir de différents lots de production. Et le débit doit être suffisamment élevé pour justifier le coût du substrat papier spécialisé, de la gravure sur cylindre et des systèmes d'encre impliqués.
L'héliogravure — la technologie utilisée dans machines d'impression hélio sur papier décoratif — répond à toutes ces exigences grâce à son processus fondamental : l'encre est contenue dans des cellules microscopiques gravées directement dans un cylindre en cuivre chromé, l'excès d'encre est essuyé de la surface du cylindre par une raclette et l'encre restante dans les cellules est transférée sur le substrat papier sous la pression d'un rouleau d'impression. Les cellules gravées sont permanentes – elles ne changent pas entre les impressions – donc la géométrie du motif est mécaniquement fixée dans le cylindre. Cela produit un enregistrement de motif à motif et une précision de répétition qu'aucun autre processus d'impression ne peut égaler à des vitesses de production équivalentes.
En comparaison, l'impression flexographique utilise des plaques de caoutchouc ou de photopolymère qui présentent des changements dimensionnels avec les variations de température et de pression, produisant une précision géométrique moindre. Les technologies d'impression à jet d'encre et numérique offrent une flexibilité mais ne peuvent actuellement pas égaler la combinaison de densité de couverture de surface, de dépôt d'encre résistant à l'abrasion et de vitesses de production supérieures à 200 mètres par minute. Pour la production de papier décoratif en grand volume, l’héliogravure n’est pas simplement la technologie privilégiée : c’est la seule technologie qui répond aux exigences combinées de l’application à l’échelle commerciale.
Comment fonctionne une machine d’impression hélio sur papier décoratif
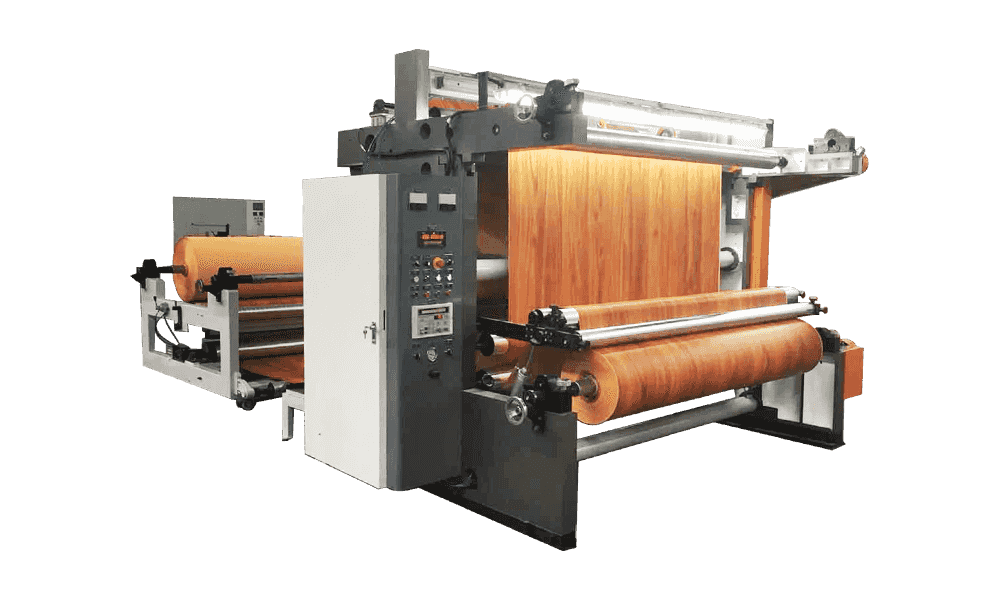
Comprendre le principe de fonctionnement d'une machine d'impression hélio pour papier décoratif nécessite de suivre le papier et l'encre à travers chaque étape de la machine, du déroulement au rembobinage. Le processus est continu : le substrat papier se déplace comme une bande ininterrompue depuis le rouleau d'alimentation jusqu'à chaque station d'impression et tous les systèmes de traitement post-impression avant d'être enroulé dans le rouleau de sortie fini.
Système d'alimentation en bande et de contrôle de la tension
Le substrat papier – généralement du papier de base décoratif alpha-cellulose avec des grammages allant de 50 à 130 g/m² selon l'application – est chargé sous forme de rouleau de grand diamètre sur le support de déroulement à l'entrée de la machine. Les presses hélio professionnelles pour papier décoratif utilisent des systèmes d'épissure volante ou d'épissure bout à bout qui permettent de remplacer les rouleaux épuisés par de nouveaux rouleaux sans arrêter la machine, maintenant ainsi une production continue sur des tirages prolongés. Le contrôle de la tension dans toute la machine est géré par des rouleaux danseurs et des systèmes de rétroaction à cellule de charge qui maintiennent une tension constante de la bande sur toutes les stations d'impression, quels que soient les changements de vitesse, la réduction du diamètre du rouleau ou la variation des propriétés du substrat. Une tension constante de la bande est essentielle à la précision du repérage : les variations entraînent un étirement inégal de la bande, décalant la position d'impression par rapport à la répétition du cylindre.
La station d'impression : cylindre, racleur et rouleau d'impression
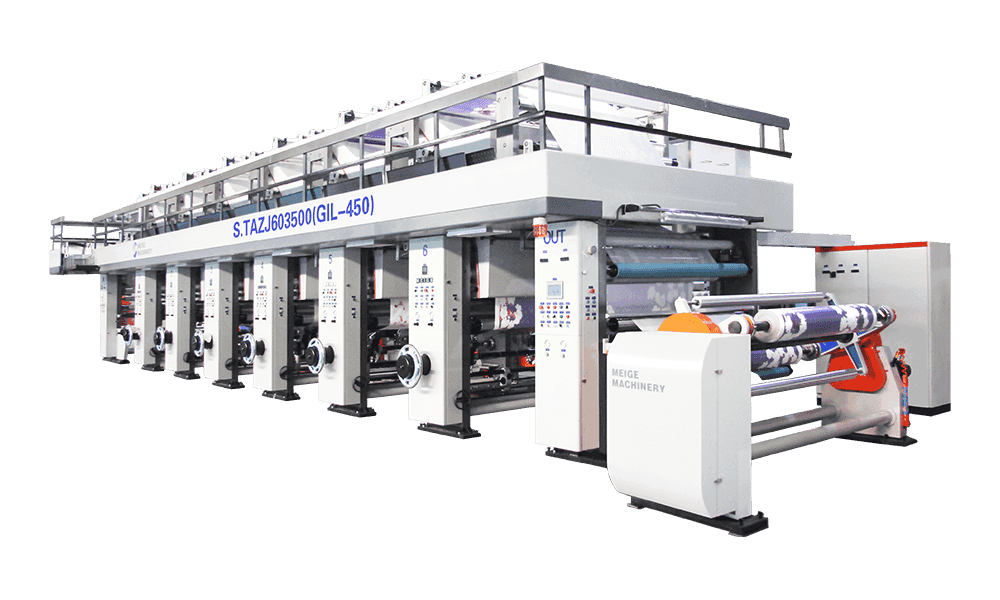
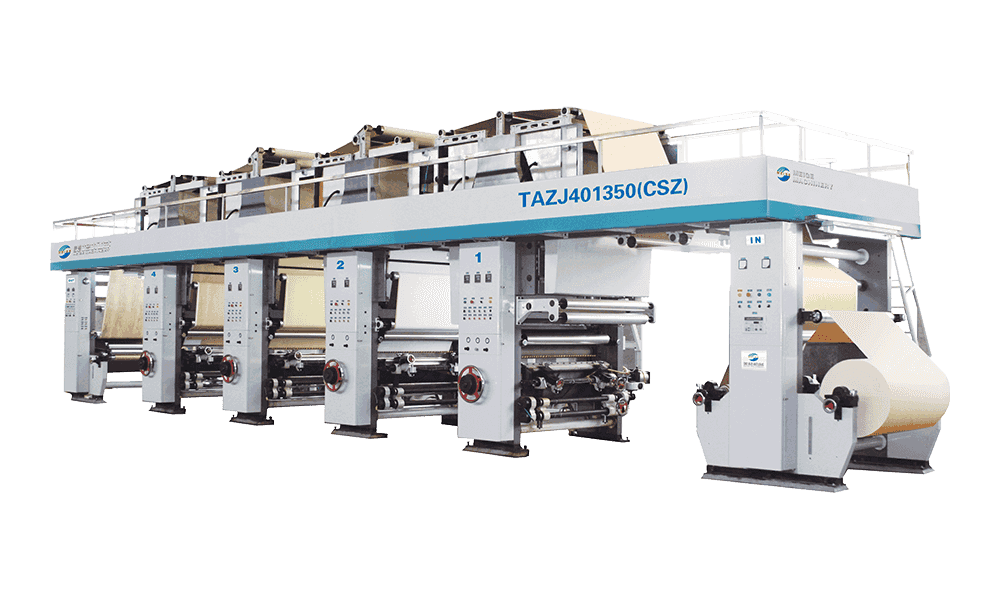
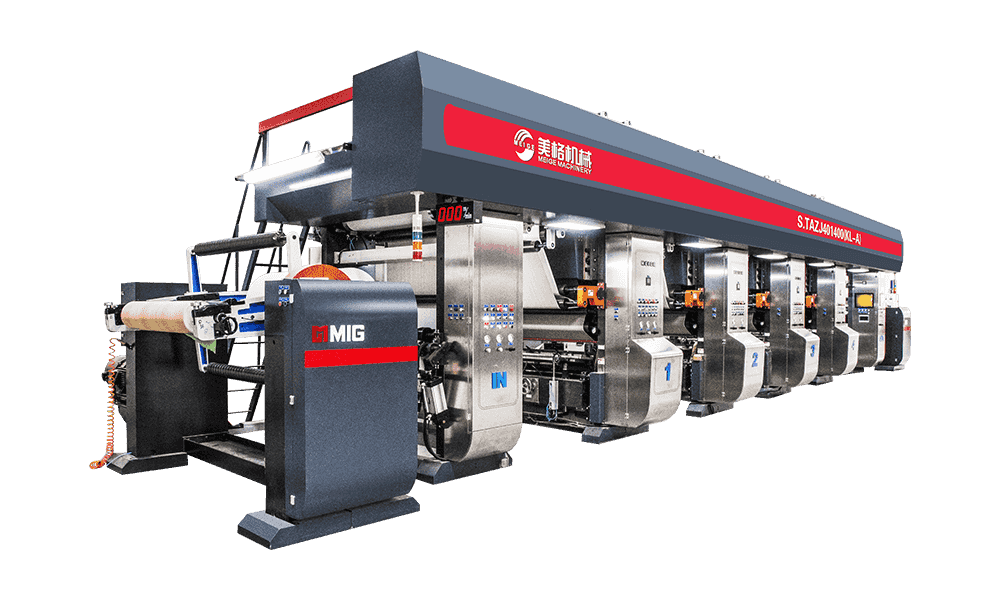
Chaque couleur du motif décoratif nécessite une station d'impression dédiée. Une machine d'impression hélio sur papier décoratif standard comporte entre 4 et 12 postes d'impression disposés en ligne, la bande de papier passant par chaque poste de manière séquentielle. Chaque station contient trois composants principaux : le cylindre de gravure, l'ensemble de racle et le rouleau d'impression.
Le cylindre d'héliogravure est le cœur du processus. Il s'agit d'un tube de base en acier cuivré sur une épaisseur d'environ 100 à 150 microns, sur lequel le motif cellulaire est gravé par une tête de gravure électromécanique ou un processus de gravure chimique. Après la gravure, la surface du cuivre est chromée jusqu'à une dureté d'environ 900 à 1 000 Vickers pour résister à l'usure de la racle et au contact de l'encre. Les cellules contiennent des volumes spécifiques d'encre : la profondeur des cellules et le diamètre de l'ouverture contrôlent la densité et la couverture de l'encre. Pour les applications de papier décoratif, les circonférences des cylindres vont généralement de 600 mm à 1 200 mm, correspondant à la longueur de répétition du motif.
La racle est une fine lame en acier ou en polymère qui s'appuie contre la surface du cylindre rotatif sous une pression contrôlée, essuyant l'encre des zones situées entre les cellules tout en laissant l'encre dans les cellules elles-mêmes. L'angle de la racle, la pression de contact, le matériau et la vitesse d'oscillation affectent tous la qualité d'impression et la durée de vie du cylindre. Le rouleau d'impression — un rouleau en acier recouvert de caoutchouc placé à l'opposé du cylindre — presse la bande de papier contre la surface encrée du cylindre avec une force contrôlée, transférant l'encre des cellules vers le papier. La pression d'impression détermine l'efficacité du transfert d'encre et est ajustée en fonction des différentes absorptions du papier et viscosités de l'encre.
Livraison d'encre et contrôle de la viscosité
L'encre est acheminée vers la station d'impression par un système de circulation en boucle fermée qui pompe l'encre d'un réservoir à travers un bac à encre situé sous le cylindre de gravure. Le cylindre tourne à travers le bac à encre, remplissant les cellules gravées d'encre avant le cycle d'essuyage de la raclette. L'encre essuyée de la surface du cylindre retourne au réservoir via un canal de retour, maintenant une circulation continue qui empêche l'encre de sécher dans le bac et maintient les propriétés de l'encre constantes. Les systèmes de contrôle automatique de la viscosité, généralement basés sur la mesure de la coupelle d'efflux avec dosage automatisé du solvant, maintiennent la viscosité de l'encre à ± 0,5 seconde de la valeur cible tout au long du cycle de production. La dérive de viscosité est l’une des principales causes de changement de couleur dans l’impression hélio, et le contrôle automatique élimine la charge manuelle de mesure et de réglage pour l’opérateur.
Système de séchage entre les stations d'impression
Entre chaque station d'impression, la bande imprimée passe par un tunnel de séchage où le solvant ou l'eau de l'encre s'évapore avant l'application de la couleur suivante. Un séchage complet entre les stations est essentiel pour la précision du repérage couleur sur couleur : l'encre humide de la première station transférée sur le deuxième cylindre (appelée back-trapping) provoque une contamination des couleurs et une contamination du cylindre qui dégradent rapidement la qualité d'impression. Les presses hélio pour papier décoratif utilisent des systèmes de séchage par impaction à air chaud avec des jets d'air à température contrôlée dirigés vers les deux surfaces de la bande. Les températures de séchage des encres à base de solvants varient généralement entre 60°C et 120°C ; Les systèmes d'encre à base d'eau nécessitent des températures plus élevées ou un supplément infrarouge pour atteindre des taux d'évaporation équivalents. Les vapeurs de solvant extraites des tunnels de séchage sont collectées par des systèmes de récupération de solvant ou d'oxydation thermique requis pour la conformité environnementale dans la plupart des juridictions.
Spécifications clés à évaluer lors de l’achat d’une machine d’impression hélio pour papier décoratif
Les presses héliogravure sur papier décoratif sont spécifiées selon une gamme de paramètres qui définissent ensemble les capacités, la capacité et l'adéquation de la machine aux exigences de production spécifiques. Les spécifications suivantes sont les plus importantes sur le plan commercial et technique lors de l’évaluation des options d’équipement.
| Spécification | Gamme typique | Ce que cela signifie pour la production |
| Largeur d'impression | 1 000 à 2 200 mm | Détermine la largeur maximale du rouleau de papier et le débit de production par passage |
| Vitesse de production maximale | 80 à 300 m/min | Fixe le plafond de la capacité de production ; la vitesse pratique dépend de l'encre et du substrat |
| Nombre de postes d'impression | 4 à 12 couleurs | Limite la complexité du motif ; plus de stations permettent des conceptions plus riches |
| Longueur de répétition du cylindre | 400-1 500 mm | Détermine la longueur maximale du motif non répétitif pour les conceptions en bois/pierre |
| Exactitude de l'enregistrement | ±0,1–0,3 mm | Précision d'alignement couleur à couleur ; critique pour les modèles de détails fins |
| Compatibilité du système d'encre | Solvant / à base d'eau / UV | Détermine les options d'encre, la conformité en matière de COV et le type de système de séchage |
| Plage de grammage du substrat | 40 à 180 g/m² | Gamme de grammages de papier que la machine peut gérer sans problèmes de gestion de la bande |
| Diamètre du rouleau de déroulement/rembobinage | 800-1 500 mm | Des rouleaux plus grands réduisent la fréquence d'épissure et améliorent l'efficacité de la production |
Largeur d'impression : adapter la capacité de la machine aux exigences du marché
La largeur d'impression est la spécification la plus importante pour la production, car elle détermine la quantité de papier fini produite par mètre de bande passant dans la machine. Une presse de 1 600 mm de large fonctionnant à 150 m/min produit 1 440 m² de papier imprimé par heure avant refente. Le même tirage sur une largeur de 1 000 mm ne produit que 900 m² par heure, soit une réduction de 37 % du rendement à vitesse de machine identique. La plupart des machines d'impression hélio sur papier décoratif destinées à la production de panneaux de meubles et de revêtements de sol fonctionnent à des largeurs d'impression comprises entre 1 250 mm et 1 800 mm, correspondant aux largeurs standard des rouleaux de substrat fournis par les fabricants de papier décoratif. Les machines plus larges produisent plus de rendement mais nécessitent des cylindres, des racleurs et des rouleaux d'impression proportionnellement plus lourds et plus coûteux, et imposent des exigences d'infrastructure plus importantes aux installations de production.
Système d'enregistrement et précision de l'alignement des couleurs
La précision du repérage – la précision avec laquelle chaque couleur est placée par rapport aux autres – est sans doute la spécification la plus critique en matière de qualité dans une presse hélio sur papier décoratif. Les machines professionnelles modernes réalisent un contrôle de repérage en boucle fermée à l'aide de systèmes de détection de marques de repérage basés sur des caméras qui surveillent la position d'impression de chaque station couleur en temps réel et effectuent des micro-ajustements sur la position de phase du cylindre grâce à des actionneurs de correction servocommandés. Ces systèmes peuvent détecter et corriger des erreurs de repérage de 0,05 mm ou moins, en maintenant l'alignement lors des changements de vitesse, des variations de température et des changements de rouleaux. Les machines d'entrée de gamme ou plus anciennes utilisant des systèmes d'enregistrement en boucle ouverte reposent sur un réglage manuel par l'opérateur et ne peuvent pas maintenir la même précision d'alignement, en particulier pendant les périodes de rodage après des changements de vitesse ou à des vitesses de production élevées où la dynamique de la bande devient plus complexe.
Cylindres de gravure pour papier décoratif : gravure, spécifications et gestion
Dans l’héliogravure sur papier décoratif, le cylindre constitue la variable de coût et de qualité récurrente la plus importante en dehors de la machine elle-même. Comprendre les spécifications des cylindres, les méthodes de gravure et la gestion du cycle de vie est essentiel pour contrôler l’économie de la production et maintenir la qualité d’impression.
Méthodes de gravure et leur effet sur le caractère imprimé
Deux méthodes de gravure principales sont utilisées pour les cylindres de gravure en papier décoratif. La gravure électromécanique (EME) utilise un stylet à pointe de diamant entraîné par un actionneur électromagnétique pour découper des cellules individuelles dans la surface du cuivre à des vitesses allant jusqu'à 8 000 cellules par seconde. La profondeur et la largeur du stylet varient pour produire des cellules de différents volumes, permettant une gradation tonale à travers le motif. La gravure EME produit une géométrie cellulaire très précise avec une forme cohérente, ce qui en fait la norme pour les motifs décoratifs haute définition nécessitant des détails de texture fins : structures réalistes des pores du bois, grain de surface de la pierre et tissages textiles fins.
La gravure au laser, en particulier l'ablation laser de la surface du cuivre, est une alternative qui gagne du terrain dans la production de cylindres en papier décoratif. La gravure au laser permet des géométries de cellules plus complexes, y compris des cellules en contre-dépouille et des formes de cellules variables au sein d'un seul cylindre, ce qui permet des caractéristiques de libération d'encre que EME ne peut pas reproduire. Les cylindres gravés au laser peuvent produire des effets d'impression qui imitent plus fidèlement la microtexture naturelle des surfaces en bois et en pierre, ce qui est commercialement important pour les applications de papier décoratif haut de gamme. Le coût d'investissement de l'équipement de gravure laser est plus élevé que celui de l'EME, mais le coût de fonctionnement par cylindre est inférieur et la plus grande flexibilité géométrique offre des avantages de différenciation de conception.
Volume cellulaire et règle d'écran
Le volume cellulaire — mesuré en milliards de microns cubes (BCM) par pouce carré ou en centimètre cube par mètre carré (cm³/m²) — détermine la quantité d'encre déposée par unité de surface imprimée. Pour l'impression hélio sur papier décoratif, les volumes de cellules sont généralement plus élevés que pour l'héliogravure de publication ou d'emballage, car les papiers décoratifs nécessitent un film d'encre dense et opaque qui recouvre entièrement le papier de base blanc et résiste aux processus de traitement de surface ultérieurs, notamment l'imprégnation et le pressage en stratifiés. Les zones pleines de tons des motifs de papier décoratif utilisent généralement des cellules avec des volumes de 25 à 45 BCM, tandis que les zones de surbrillance et de texture utilisent des cellules moins profondes de 8 à 18 BCM. La linéarité de l'écran (le nombre de cellules par pouce ou centimètre linéaire) affecte la finesse des détails pouvant être reproduits. Les cylindres de papier décoratif utilisent généralement des linéatures de 70 à 120 lignes par centimètre, des lignées plus fines étant utilisées pour la reproduction haute définition du grain du bois et des motifs de pierre.
Cycle de vie et reconditionnement des cylindres
Un cylindre d'héliogravure pour la production de papier décoratif représente un investissement important – généralement de 3 000 à 15 000 € par cylindre selon la taille, la complexité de la gravure et si le cylindre est possédé ou loué par l'intermédiaire d'un fournisseur de cylindres. La surface chromée qui protège le cuivre gravé s'use progressivement au contact de la racle, le taux d'usure dépendant du matériau de la racle, de la pression de contact, de l'abrasivité de l'encre et de la vitesse de production. Un cylindre bien géré sur une presse hélio papier décorative moderne atteint généralement 50 000 à 150 000 mètres linéaires d'impression avant que l'usure du chrome ne réduise la qualité d'impression à un niveau inacceptable. À ce stade, le cylindre est débarrassé de ses couches de chrome et de cuivre, recuivré, regravé et rechromé — un cycle de reconditionnement qui peut être répété plusieurs fois sur le même tube de base en acier, réduisant considérablement le coût effectif de la durée de vie des actifs du cylindre.
Systèmes d’encre pour l’héliogravure décorative sur papier
Le système d'encre utilisé dans une machine d'impression hélio sur papier décoratif est une variable de processus critique qui affecte la qualité d'impression, la gamme de couleurs, les performances de séchage, la conformité environnementale et l'adéquation du papier imprimé fini pour les étapes de traitement ultérieures. Trois principaux types de systèmes d’encre sont utilisés dans la production d’héliogravure sur papier décoratif.
Encres d'héliogravure à base de solvants
Les encres à base de solvant ont historiquement dominé l'impression hélio sur papier décoratif en raison de leur vitesse de séchage rapide à des vitesses de machine élevées, de leur excellente adhérence aux surfaces de papier traitées, de leur densité de couleur élevée et de leur forte résistance aux processus de laminage ultérieurs à haute température et haute pression que subit le papier décoratif. Le solvant support – généralement du toluène, de l'acétate d'éthyle, de la méthyléthylcétone ou des mélanges de ceux-ci – s'évapore rapidement dans le tunnel de séchage, permettant des vitesses d'impression de 200 m/min même avec plusieurs stations couleur. Les principaux inconvénients sont l’impact sur l’environnement et la santé au travail des émissions de composés organiques volatils (COV), qui nécessitent des systèmes de récupération des solvants (par condensation ou adsorption sur charbon actif) et le respect de réglementations de plus en plus strictes en matière de qualité de l’air. La plupart des producteurs de papier décoratif établis exploitant des presses d'héliogravure au solvant ont investi dans des systèmes intégrés de récupération des solvants qui récupèrent 90 à 95 % des solvants émis pour les réutiliser, réduisant ainsi considérablement l'impact environnemental et le coût des solvants.
Encres de gravure à base d'eau
Les encres d'héliogravure à base d'eau éliminent les problèmes d'émission de COV des systèmes à solvants et sont de plus en plus recommandées par les producteurs de papier décoratif confrontés à une réglementation environnementale plus stricte ou ciblant des marchés ayant des exigences strictes en matière de qualité de l'air intérieur pour les produits finis. Les encres à base d'eau pour l'héliogravure sur papier décoratif ont considérablement amélioré leur densité de couleur, leur adhérence et leur vitesse de séchage au cours de la dernière décennie, mais elles présentent toujours des défis techniques par rapport aux systèmes à solvants. L'enthalpie d'évaporation de l'eau est nettement supérieure à celle des solvants organiques, nécessitant soit des vitesses de production plus faibles, des tunnels de séchage plus longs, des températures de séchage plus élevées ou un supplément infrarouge pour obtenir des performances de séchage équivalentes. Les encres à base d'eau ont également une tension superficielle plus élevée, ce qui affecte la libération de l'encre des cellules d'héliogravure et peut nécessiter un ajustement de la géométrie des cellules et des paramètres de pression d'impression. Les machines d'héliogravure spécifiées pour le fonctionnement avec des encres à base d'eau sont dotées de systèmes de séchage améliorés et de composants de circulation d'encre modifiés adaptés aux supports aqueux.
Encres hélio polymérisables aux UV
Les encres durcissables aux UV sont durcies par réticulation photochimique sous des lampes ultraviolettes plutôt que par évaporation du solvant, produisant pratiquement aucune émission de COV et un durcissement quasi instantané. Ils offrent une résistance exceptionnelle au frottement et aux produits chimiques dans le film durci, ce qui est avantageux pour les papiers décoratifs qui seront confrontés à un contact mécanique direct lors du processus de laminage ou de l'utilisation finale. Cependant, les encres UV pour l'héliogravure sont nettement plus coûteuses que les systèmes à base de solvant ou d'eau, et les films d'encre durcis aux UV ont des caractéristiques de flexibilité différentes qui doivent être évaluées par rapport à la déformation que le papier imprimé subira pendant l'imprégnation et le pressage. Les systèmes de gravure UV pour papier décoratif constituent un segment en croissance, en particulier pour les applications haut de gamme et spécialisées, mais n'ont pas encore supplanté les systèmes à solvants en tant que technologie dominante pour la production grand public grand public.
Systèmes de post-impression sur une presse héliogravure sur papier décoratif
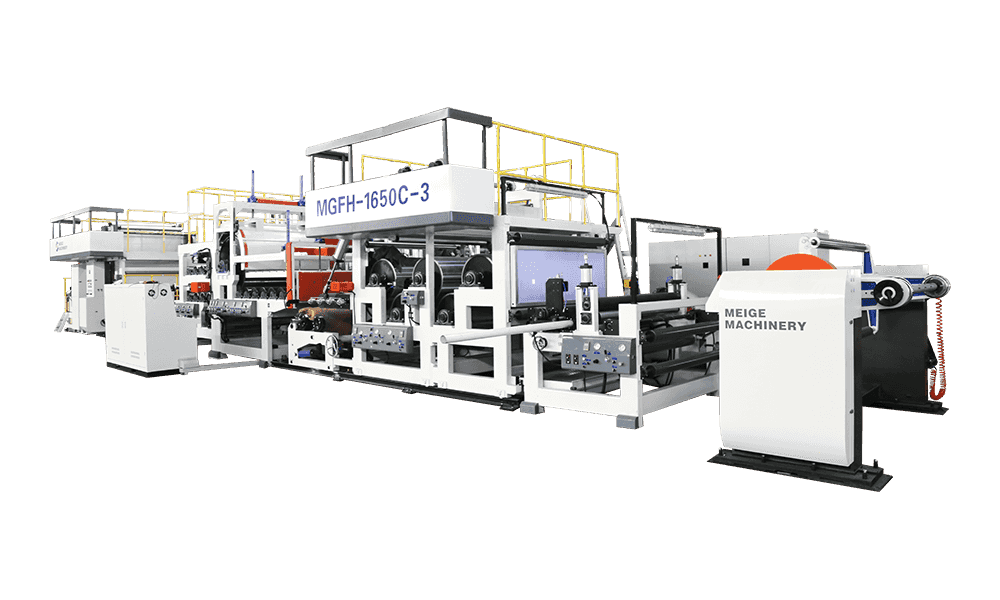
Le processus d’impression lui-même n’est qu’une partie de ce que fait une machine d’impression hélio décorative moderne sur papier. Pour la plupart des produits en papier décoratif, des systèmes de traitement post-impression en ligne sont intégrés à la presse pour appliquer des revêtements fonctionnels ou des traitements de surface immédiatement après l'impression et avant l'enroulement final.
Unités de revêtement en ligne
De nombreuses presses d'héliogravure sur papier décoratif pour les applications de meubles et de revêtements de sol comprennent une ou plusieurs stations de couchage en ligne positionnées après la station d'impression finale. Ceux-ci appliquent une couche d'apprêt, de base ou de traitement de surface sur le papier imprimé alors qu'il est encore en bande, éliminant ainsi une opération de revêtement hors ligne distincte. Les revêtements en ligne courants pour le papier décoratif comprennent des revêtements protecteurs anti-taches qui protègent le film d'encre imprimé pendant la manipulation et le transport du rouleau, des apprêts d'imprégnation qui prétraitent la surface du papier pour une absorption plus constante de la résine lors des processus d'imprégnation ultérieurs, et des revêtements barrière fonctionnels appliqués pour des exigences d'utilisation finale spécifiques. L'unité de couchage en ligne est généralement une station de couchage par gravure utilisant un cylindre lisse ou anilox plutôt qu'un cylindre gravé, appliquant le couchage à un grammage contrôlé sur toute la largeur du papier.
Systèmes d'inspection Web
Les systèmes d'inspection de bande en ligne utilisant des caméras à balayage linéaire haute résolution et un logiciel de traitement d'image sont standard sur les presses hélio papier décoratives modernes. Ces systèmes numérisent 100 % de la surface imprimée de la bande à pleine vitesse de production, comparent l'image d'impression en direct à une référence stockée et signalent les défauts (erreurs de repérage, stries de couleur, lignes de raclette, marques de dommages sur les cylindres et défauts du substrat) en temps réel. Les positions des défauts sont enregistrées avec les coordonnées Web afin que les opérateurs puissent localiser et évaluer les zones signalées lors de l'inspection de rembobinage ou du traitement en aval. La sensibilité du système d'inspection est réglable pour correspondre à la norme de tolérance aux défauts du produit fabriqué : les applications de papier pour revêtements de sol de grande valeur nécessitent généralement des critères de défauts plus stricts que le papier pour meubles de qualité inférieure.
Problèmes de production courants sur les presses héliogravure sur papier décoratif et comment les résoudre
Comprendre les défauts qui affectent le plus souvent l'impression hélio sur papier décoratif aide les opérateurs à diagnostiquer rapidement les problèmes et à mettre en œuvre les actions correctives appropriées, minimisant ainsi le gaspillage et les temps d'arrêt.
- Stries de lame de docteur (lignes de lame) : Fines stries longitudinales s'étendant dans le sens de la machine, causées par des particules coincées entre la raclette et la surface du cylindre, des dommages à la lame ou un angle de contact incorrect de la lame. Les actions correctives comprennent l'augmentation de l'amplitude d'oscillation de la lame, la vérification de la pression et de l'angle de contact de la lame, l'inspection de la filtration de l'encre pour déceler toute contamination et la vérification de la surface chromée du cylindre pour déceler des piqûres ou des rugosités qui emprisonnent les particules.
- Mauvais repérage entre les couleurs : Erreurs d'alignement couleur à couleur visibles sous forme de halos, de franges de couleur ou de bords de motif flous. Causé par des erreurs du système de contrôle du repérage, une instabilité de la tension de la bande, une dilatation thermique des cylindres ou une variation d'étirement du substrat. Adressez-vous en vérifiant que les cibles de la caméra de repérage sont propres et bien éclairées, en vérifiant la cohérence de la tension de la bande dans toute la machine, en laissant un temps de préchauffage adéquat pour la stabilisation thermique et en vérifiant que la teneur en humidité du substrat est constante d'un rouleau à l'autre.
- Brumisation et pulvérisation d'encre : De fines gouttelettes d'encre se déposent en dehors de la zone d'impression prévue, plus visibles à des vitesses de production élevées. Causé par une viscosité de l’encre trop faible, une pression d’impression trop élevée ou une tension superficielle de l’encre trop faible. Les actions correctives comprennent la vérification et l'ajustement de la viscosité de l'encre selon les spécifications, la réduction de la pression d'impression au minimum requis pour un transfert adéquat et la révision de la formulation de l'encre avec le fournisseur d'encre si le problème persiste après plusieurs changements de cylindre.
- Cellules ignorées (flocon de neige) : Taches lumineuses aléatoires dans les zones d'impression solides causées par l'échec du transfert de l'encre des cellules individuelles vers le substrat. Généralement causé par une rugosité de la surface du papier ou une faible porosité empêchant le contact de l'encre des cellules, une viscosité de l'encre trop élevée, une pression d'impression trop faible ou une contamination des cellules par l'encre séchée. Résolvez le problème en vérifiant les paramètres de pression d'impression, en vérifiant que la viscosité de l'encre est conforme aux spécifications, en examinant les valeurs d'énergie de surface du substrat et en planifiant le nettoyage du cylindre si une accumulation de résidus d'encre est suspectée.
- Variation de couleur au sein d'un rouleau (dérive de couleur) : Changement progressif de la densité ou de la teinte des couleurs au cours d'un cycle de production, le plus souvent provoqué par une dérive de la viscosité de l'encre lorsque le solvant s'évapore du bac à encre ou par des changements de température affectant la rhéologie de l'encre. Vérifiez que le système de contrôle automatique de la viscosité fonctionne correctement, vérifiez que la température du bac à encre est stable et examinez le taux de circulation de l'encre pour vous assurer que l'encre fraîche atteint le bac à un rythme adéquat par rapport à la consommation.
- Pauses Web : Le substrat papier se déchire lors de l’impression, provoquant des arrêts de production et un gaspillage de matière. Causés par des pics de tension dus à des défauts d'épissure, une pression d'impression excessive sur des qualités de papier fragiles, des défauts de papier dans le rouleau de substrat ou une accumulation de charge statique provoquant une déviation et un repliement de la bande. Assurez-vous que la qualité de l'assemblage est vérifiée avant que chaque joint de rouleau n'entre dans la presse, vérifiez les paramètres de pression d'impression pour les papiers légers, mettez en place des barres d'élimination statique aux emplacements critiques du chemin de la bande et examinez la certification de qualité du substrat du fournisseur de papier.
Évaluation des fournisseurs de machines d'impression hélio sur papier décoratif
Une machine d'impression hélio sur papier décoratif représente un investissement en capital de plusieurs millions de dollars avec une durée de vie mesurée en décennies. L'évaluation des fournisseurs mérite une diligence proportionnelle : la qualité de la machine, les conditions commerciales et la structure de support après-vente affectent tous de manière significative le coût total de possession et le succès opérationnel de l'investissement.
- Installations de référence en papier décoratif notamment : La technologie des presses hélio est partagée entre les applications d'emballage, de publication et de papier décoratif, mais un fournisseur possédant une expérience documentée dans les installations de papier décoratif comprend les exigences spécifiques de cette application : grandes largeurs d'impression, systèmes d'encre à haut volume, intégration de couchage en ligne et normes de qualité de l'industrie des surfaces décoratives. Demandez des références pour l’exploitation d’installations de papier décoratif et organisez des visites de sites avant de vous engager auprès d’un fournisseur.
- Protocoles de tests d’acceptation et spécifications de performances garanties : Tout contrat d'achat d'une machine d'impression hélio sur papier décoratif doit spécifier les conditions de test d'acceptation (vitesse de production, nombre de couleurs, qualité du papier, système d'encre) et les garanties de performances quantitatives pour la précision de l'enregistrement, l'uniformité des couleurs, l'efficacité du séchoir et les taux de défauts mesurés lors du cycle d'acceptation. Les descriptions vagues des performances dans un contrat ne laissent aucun recours si la machine ne fonctionne pas correctement après l'installation.
- Disponibilité des pièces de rechange et couverture du service local : Une presse hélio hors service en attente d'un roulement à rouleaux d'impression ou d'un composant de tableau de commande de remplacement coûte bien plus cher par jour en perte de production que les économies réalisées en choisissant une machine moins chère ou un fournisseur disposant d'une infrastructure de pièces de rechange médiocre. Confirmez que les pièces de rechange critiques sont stockées dans votre région d'approvisionnement, que le fournisseur dispose d'ingénieurs de service formés qui peuvent atteindre vos installations dans les 24 à 48 heures en cas de panne critique et que la stabilité commerciale du fournisseur soutient une relation de service de plus d'une décennie.
- Intégration numérique et préparation à l’Industrie 4.0 : Les installations modernes de presses hélio pour papier décoratif s'interfacent de plus en plus avec les MES (systèmes d'exécution de fabrication) au niveau de l'usine pour la planification de la production, la collecte de données sur la qualité et la maintenance prédictive. Confirmez que l'architecture de contrôle de la machine prend en charge OPC-UA ou des protocoles de communication ouverts équivalents, que les données de production sont accessibles dans des formats standard et que le fournisseur dispose d'une feuille de route pour les mises à jour logicielles et l'expansion des capacités numériques pendant la durée de vie de la machine.
- Conformité et certification du système environnemental : Les installations de gravure à base de solvant nécessitent des systèmes intégrés de récupération de solvant ou d'oxydation thermique qui doivent être conformes aux permis environnementaux locaux. Confirmez que le fournisseur peut fournir le système environnemental complet dans le cadre de l'ensemble de la machine ou qu'il a établi des partenaires d'intégration, que le système est correctement dimensionné pour le taux d'émission de solvants de la presse à la vitesse de production maximale et que le fournisseur a de l'expérience avec les exigences de processus d'autorisation dans votre juridiction d'exploitation.
catégories de produits
Actualités recommandées
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Machine de rembobinage d'inspection expliquée : comment elle fonctionne et ce qu'il faut rechercher lors de l'achat

2026-05-26Comment fonctionne réellement une machine d'impression hélio pour les matériaux de finition de panneaux à base de bois (et pourquoi c'est important)
produits recommandés
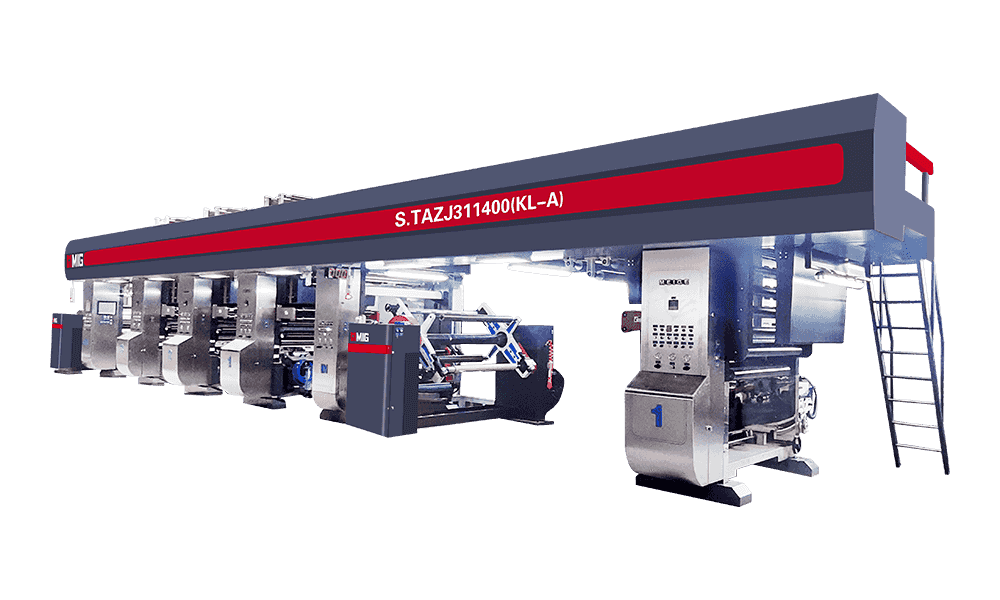
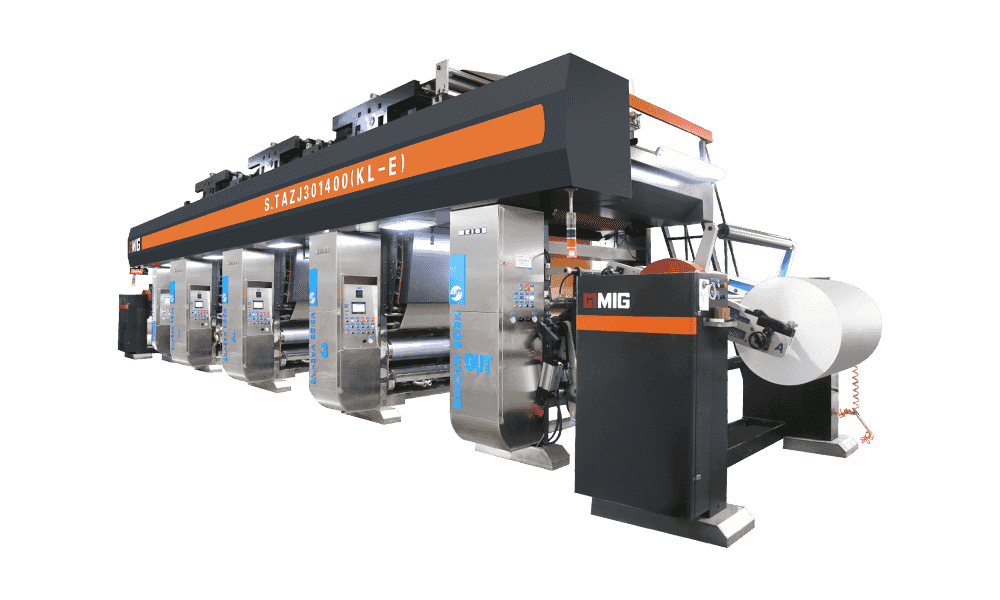
La variété des modèles, pour répondre aux besoins de développement des différentes régions du monde.

Envoyez-nous un message dès maintenant !
Liens rapides
Des produits
- Imprimante hélio sur papier décoratif série KL
- Imprimante hélio sur papier décoratif série DL
- Imprimante hélio sur papier décoratif série HL
- Imprimante hélio sur papier décoratif série MG
- Machine de revêtement par gravure de papier décoratif série LLW
- Imprimante hélio sur papier décoratif série BL, CS, JS, CL, JL, EL
- ......
Contactez-nous
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, village de Qingke, rue Jincheng, district de Lin'an, ville de Hangzhou, province du Zhejiang
Copyright © Machines Cie., Ltd de Zhejiang Meige. All rights reserved.
 Confidentialité
Confidentialité