 Anglais
Anglais 中文简体
中文简体Comment fonctionne réellement une machine d'impression hélio pour les matériaux de finition de panneaux à base de bois (et pourquoi c'est important)
Ce que l'héliogravure a à voir avec les panneaux à base de bois
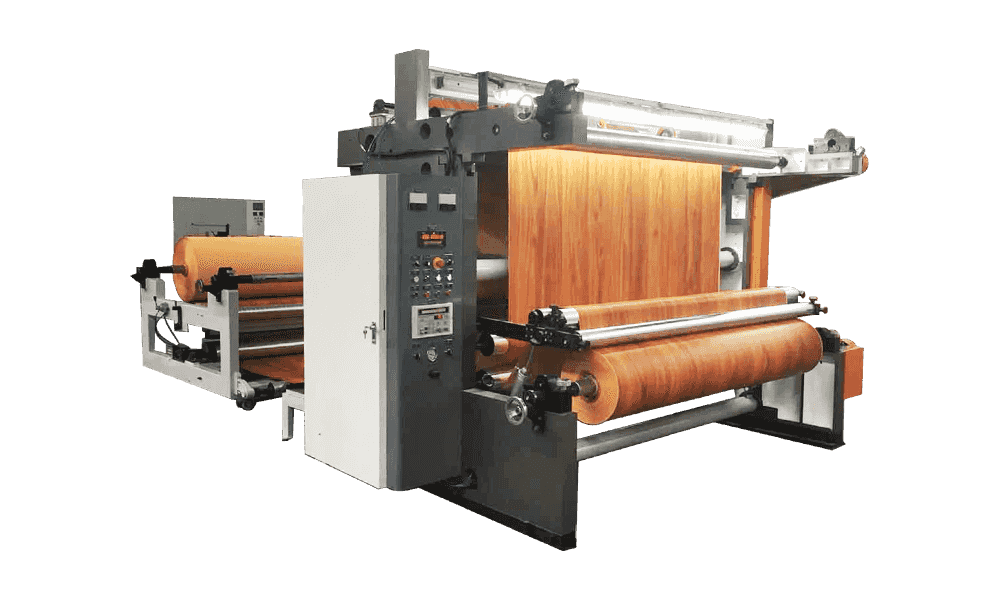
Entrez dans n’importe quelle salle d’exposition de meubles ou détaillant de revêtements de sol et examinez attentivement les motifs du grain du bois sur les panneaux MDF, les planches de revêtement de sol stratifié ou les panneaux mélaminés. Il y a de fortes chances que ces textures hyperréalistes – les lignes de grain fin, les détails des nœuds et les dégradés de couleurs – aient été imprimées à l’aide d’une machine d’héliogravure. Le lien entre un processus d'impression industriel et l'industrie du meuble n'est pas immédiatement évident, mais il s'agit de l'une des relations les plus importantes dans la fabrication moderne de panneaux.
L'héliogravure - également connue sous le nom d'héliogravure ou d'impression en taille-douce - transfère l'encre des évidements gravés sur un cylindre rotatif directement sur un substrat. Pour les matériaux de finition de panneaux à base de bois, le substrat est généralement un papier de base décoratif ou un film à impression directe qui sera ensuite laminé, pressé ou collé sur une âme de panneau telle que du MDF, des panneaux de particules ou du contreplaqué. Le résultat est une surface capable d'imiter de manière convaincante des motifs de bois, de pierre, de textile ou abstraits avec un niveau de détail et de répétabilité qu'aucune autre méthode d'impression n'atteint à l'échelle industrielle.
Les composants de base d'une machine d'impression hélio pour la finition des panneaux
Un machine d'impression hélio pour matériaux de finition de panneaux à base de bois est un équipement hautement spécialisé. Comprendre ses composants clés permet de clarifier à la fois ce qu’il fait bien et où se situent ses limites.
Le cylindre de gravure
Le cylindre d'héliogravure est le cœur de toute la machine. Il s’agit d’un rouleau recouvert d’acier ou de cuivre avec des millions de minuscules cellules – des évidements microscopiques – gravées sur sa surface. Chaque cellule contient un volume spécifique d'encre. Lorsque le cylindre tourne contre le substrat, l'encre est transférée à partir de ces cellules, créant ainsi l'image complète couche par couche à mesure que la bande passe à travers plusieurs unités d'impression. Pour les applications décoratives sur panneaux de bois, les cylindres sont gravés de motifs de grain de bois, de pierre ou de textile haute fidélité, souvent issus de numérisations tridimensionnelles de véritables matériaux naturels. La profondeur et la géométrie de chaque cellule déterminent la densité des couleurs et la gradation des tons.
Le Docteur Blade
Montée juste avant le point d'impression, la racle est une fine bande d'acier ou de plastique qui gratte l'excès d'encre de la surface plane du cylindre, ne laissant l'encre qu'à l'intérieur des cellules gravées. La précision de la racle (son angle, sa pression et son matériau) affecte directement la netteté de l'impression et la consommation d'encre. Les racles usées ou mal alignées sont l'une des sources les plus courantes de défauts d'impression tels que des stries, une incohérence tonale ou des traînées d'encre sur le substrat.
Le rouleau d'impression
Le rouleau d'impression est un cylindre recouvert de caoutchouc qui presse fermement le substrat contre le cylindre de gravure pendant le transfert d'encre. La pression de pincement entre ces deux rouleaux doit être contrôlée avec précision. Une pression trop faible entraîne un transfert d'encre incomplet et des détails toniques manquants ; Une pression excessive entraîne l'étirement du substrat, la déformation de motifs fins ou des dommages physiques, particulièrement importants lors de l'impression sur des papiers décoratifs fins utilisés pour la finition des panneaux.
Système de distribution et de circulation d'encre
L'héliogravure utilise des encres à base de solvants ou d'eau à faible viscosité délivrées en continu dans une auge dans laquelle la partie inférieure du cylindre d'héliogravure est immergée ou inondée. Les encres utilisées pour les matériaux de finition des panneaux à base de bois doivent répondre à des exigences spécifiques : elles doivent bien adhérer au papier ou au film de base, rester stables pendant le processus de laminage et de pressage et produire des couleurs qui correspondent aux normes de conception approuvées sur des tirages extrêmement longs, souvent mesurés en dizaines de milliers de mètres linéaires par travail.
Unités de séchage
Entre chaque station d'impression, des tunnels de séchage à air chaud ou des séchoirs infrarouges évaporent le solvant de l'encre avant l'application de la couche de couleur suivante. Un séchage insuffisant entraîne un mélange des couleurs, un maculage de l'encre et un blocage sur le rouleau de rembobinage. Pour les encres à base de solvants, les unités de séchage sont également intégrées à des systèmes de récupération de solvants qui captent et recyclent les solvants évaporés, à la fois pour le respect de l'environnement et pour réduire les coûts des matériaux.
Comment fonctionne le processus d'impression multicolore sur les substrats de panneaux décoratifs
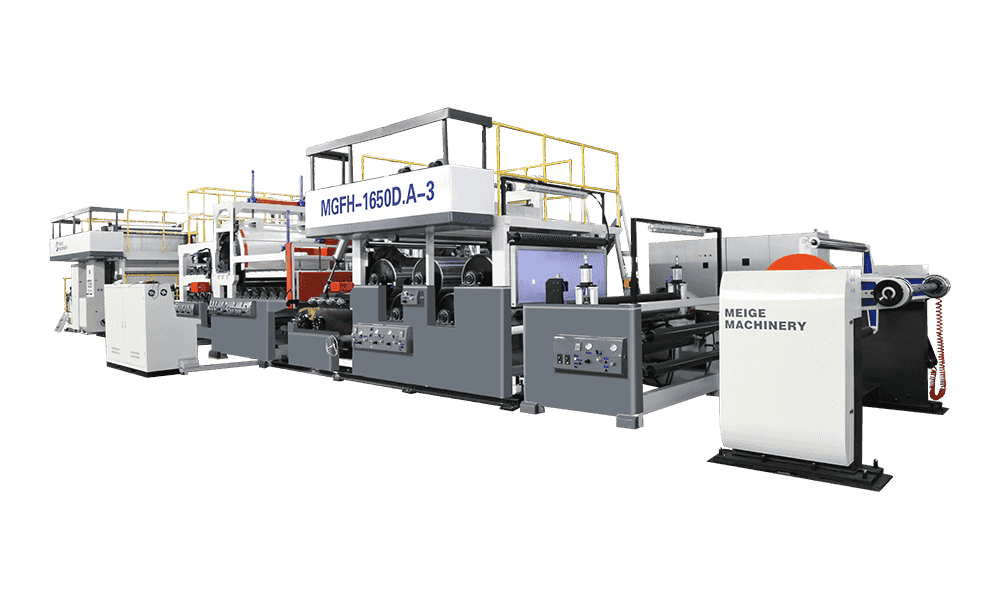
La plupart des machines d'impression hélio pour les matériaux de finition de panneaux à base de bois fonctionnent comme des systèmes en ligne multi-unités. Un rouleau de substrat de base – généralement du papier décoratif de 80 à 120 g/m² imprégné de résine de mélamine ou un film PVC/PET – est introduit dans la première unité d'impression, où la première couche de couleur est appliquée. La bande passe ensuite par un tunnel de séchage avant d'entrer dans la deuxième unité, et ainsi de suite jusqu'à six à dix stations d'impression.
Pour un motif de grain de bois réaliste, une séquence d'impression typique peut impliquer une couche de base pour la couleur de fond globale, suivie de passes séparées pour les tons chauds, des lignes de grain plus foncées, des accents de surbrillance et une couche de repère finale pour l'alignement de la superposition de texture. Chaque cylindre doit être parfaitement aligné, ce qui signifie que les éléments d'image de chaque unité d'impression doivent s'aligner avec précision à une fraction de millimètre près. Les machines modernes utilisent des capteurs optiques et des commandes de registre servocommandées pour maintenir automatiquement cet alignement à des vitesses dépassant souvent 200 mètres par minute.
Substrats compatibles avec l'héliogravure dans la finition des panneaux
La gamme de substrats traités par les machines d’impression hélio dans l’industrie de la finition des panneaux de bois est plus large que beaucoup ne le pensent. Chaque matériau a des propriétés de surface, des niveaux de porosité et des caractéristiques de tension différents qui affectent la manière dont il passe dans la machine et la façon dont il accepte l'encre.
| Type de substrat | Poids/épaisseur typique | Utilisation finale courante | Système d'encre |
| Papier support décoratif | 70 à 120 g/m² | Stratifié mélamine, HPL | À base de solvant ou d'eau |
| Papier pré-imprégné (pre-preg) | 80 à 140 g/m² | Sol stratifié à pression directe | À base de solvant |
| Film PVC | 0,08 à 0,20 mm | Film pour meubles, revêtement de porte | À base de solvant |
| Film PET | 0,05 à 0,15 mm | Superposition de panneaux très brillants | À base d'UV ou de solvant |
| Film RPC/OPP | 0,02 à 0,06 mm | Film de recouvrement protecteur pour panneaux | À base d'eau |
Chacun de ces substrats nécessite des configurations de machine spécifiques. Les substrats papier sont relativement indulgents en matière de contrôle de tension mais absorbent l'encre différemment en fonction de leur état d'imprégnation. Les films plastiques nécessitent un traitement corona ou une couche d'apprêt avant l'impression pour améliorer l'adhérence de l'encre, et ils exigent un contrôle précis de la tension tout au long du trajet de la bande pour éviter un étirement ou un froissement qui détruiraient l'enregistrement du motif.
Méthodes de gravure sur cylindre et leur impact sur la qualité d'impression
La qualité d’une surface de panneau de bois imprimée en héliogravure dépend de la qualité du cylindre à partir duquel elle a été imprimée. Il existe deux principales méthodes de gravure utilisées dans la production moderne de cylindres pour l’impression de panneaux décoratifs :
Gravure Électromécanique (EME)
La gravure électromécanique utilise un stylet à pointe de diamant qui oscille à haute fréquence pour découper les cellules directement dans la surface d'un cylindre plaqué cuivre. La profondeur et la largeur de chaque cellule sont contrôlées par l'amplitude du signal, dérivée du fichier d'image numérique. EME est rapide, précis et produit une géométrie de cellule cohérente sur l’ensemble du cylindre. Pour les motifs de grain de bois qui nécessitent une riche gradation tonale et une reproduction de lignes fines, comme les subtils changements de couleur dans le grain du chêne ou du noyer, les cylindres EME offrent des résultats exceptionnels. Après la gravure, les cylindres sont généralement chromés pour plus de dureté et de durabilité, prolongeant ainsi leur durée de vie jusqu'à plusieurs millions d'impressions.
Gravure Laser
Les systèmes de gravure laser éliminent le matériau de la surface du cylindre à l'aide d'un faisceau focalisé à haute énergie, soit directement sur le cuivre, soit sur un revêtement de zinc ou de céramique. La technologie laser permet d'obtenir des formes et des géométries de cellules impossibles à obtenir avec un stylet mécanique, notamment des cellules à angle variable qui améliorent la libération de l'encre et réduisent l'élargissement du point. Pour les textures extrêmement fines telles que les tissages de tissus ou les motifs de pores de pierre utilisés dans les applications adjacentes aux panneaux de bois, les cylindres gravés au laser peuvent atteindre une résolution supérieure à 80 lignes par centimètre, produisant des détails qui rivalisent avec la reproduction photographique.

Spécifications clés de la machine à évaluer lors de l’achat
Choisir la bonne machine d'impression taille-douce pour une opération de finition de panneaux à base de bois nécessite de comprendre quelles spécifications techniques sont réellement importantes pour l'application, plutôt que de se laisser influencer par les mesures générales de l'industrie de l'imprimerie qui peuvent ne pas se traduire directement par la production de panneaux décoratifs.
- Largeur d'impression : Les rouleaux de papier décoratif standard pour la finition des panneaux ont généralement des largeurs comprises entre 1 250 mm et 2 100 mm. La largeur d'impression maximale de votre machine doit s'adapter au format de substrat le plus large de votre gamme de produits, car le changement de taille de cylindre est coûteux et prend du temps.
- Nombre d'unités d'impression : Plus de stations d’impression signifient plus de couleurs disponibles et plus de complexité de conception. La plupart des motifs à grain de bois nécessitent un minimum de quatre unités ; les motifs complexes de pierre ou de textile en utilisent souvent six ou plus. Les machines dotées d'architectures modulaires permettent d'ajouter des unités ultérieurement à mesure que les besoins de production augmentent.
- Vitesse d'impression maximale : Les machines d'impression hélio à haut rendement destinées aux applications de panneaux décoratifs fonctionnent entre 150 et 400 mètres par minute. Une vitesse plus élevée augmente le débit mais nécessite des encres à séchage plus rapide, des séchoirs plus puissants et des systèmes de contrôle de repérage plus stricts. Évaluez la longueur moyenne réelle de votre travail et la fréquence de changement : la vitesse brute n'a aucun sens si vous changez les cylindres tous les 3 000 mètres.
- Système de contrôle des registres : Recherchez une correction de repérage servocommandée avec des capteurs de repérage optiques automatiques capables de maintenir une précision de ± 0,1 mm à pleine vitesse de production. Un mauvais repérage est la principale cause de désalignement des motifs dans les impressions multicolores à grain de bois.
- Architecture de contrôle de tension : Une tension constante de la bande tout au long du trajet d'impression est essentielle pour les substrats en papier et en film. Les machines doivent offrir un contrôle indépendant des zones de tension, du déroulement à travers toutes les unités d'impression jusqu'au rembobinage, avec des systèmes de rétroaction par cellule de charge plutôt que de simples arrangements de rouleaux danseurs.
- Capacité du système de séchage : La capacité du sécheur doit correspondre à la vitesse d’impression maximale et à la charge d’évaporation des encres utilisées. Les séchoirs sous-alimentés constituent un goulot d'étranglement qui oblige les opérateurs à réduire la vitesse, annulant ainsi le débit nominal de la machine. L’efficacité de la récupération des solvants est également un facteur important de coût et de conformité.
- Système de chargement et de changement de bouteilles : Dans une exploitation de panneaux décoratifs très variée, les changements de cylindres sont fréquents. Les machines équipées de chariots montés sur rail, de systèmes de pré-enregistrement et de raccords d'alimentation en encre à connexion rapide réduisent le temps de changement d'heures à moins de 30 minutes sur un équipement bien conçu.
Considérations sur la formulation de l'encre pour les applications de finition de panneaux de bois
Les encres utilisées dans l'héliogravure pour la finition des panneaux à base de bois ne sont pas des encres d'impression standard : elles doivent survivre aux processus de laminage, de pressage et de traitement de surface en aval qui transforment un papier ou un film imprimé en une surface de panneau finie. Cela impose des exigences uniques à la chimie de l’encre.
Pour les stratifiés pressés en mélamine, les encres doivent résister aux températures et pressions élevées de la presse à cycle court – généralement 180 à 210 °C et 25 à 40 bars. Les encres contenant des composants qui se décomposent ou déteignent dans ces conditions produiront un changement de couleur ou une contamination de la surface du panneau fini. La plupart des fournisseurs proposent des encres hélio stables à la presse, spécialement formulées pour les applications de stratifiés mélamine, avec des pigments et des liants sélectionnés pour leur stabilité thermique.
Pour les applications de feuilles de PVC utilisées dans l'emballage de meubles et la production de revêtements de portes, la feuille imprimée passe par un processus de formage sous vide ou de pressage de membrane avec de la chaleur. Les encres doivent rester flexibles plutôt que de devenir cassantes, car les films d'encre cassants se fissurent pendant le processus de formage et produisent des défauts visibles au niveau des courbures et des bords. La migration des plastifiants du substrat PVC vers la couche d'encre est un autre problème de stabilité à long terme qui doit être résolu par la formulation de l'encre.
Défauts d'impression courants dans l'impression hélio sur panneaux de bois et comment les éviter
Même avec un équipement bien entretenu et des matériaux de qualité, l’héliogravure pour surfaces de panneaux décoratifs est sensible à un ensemble spécifique de défauts récurrents. Comprendre leurs causes profondes est la première étape vers une prévention systématique.
Points manquants (Sauter)
Un saut se produit lorsque l'encre ne parvient pas à être transférée des cellules gravées vers le substrat, produisant de minuscules points blancs sur l'image imprimée. Les causes les plus courantes sont une viscosité de l'encre trop élevée, une pression d'impression insuffisante, une contamination par la racle ou une surface du substrat trop lisse pour générer une libération capillaire adéquate de l'encre. La surveillance de la viscosité de l'encre en temps réel et le maintien de racles propres avec des programmes de changement de lame réguliers réduisent considérablement la fréquence des sauts.
Stries de Docteur Blade
Les stries dans le sens machine sont causées par des particules coincées entre la raclette et la surface du cylindre, créant un canal qui permet à l'encre de contourner la lame. De l'encre contaminée, des particules étrangères dures provenant de l'usure du cylindre ou un bord de lame endommagé peuvent tous être à l'origine de ce défaut. L'utilisation de systèmes de distribution d'encre filtrée et l'inspection des racles avant chaque exécution de travail sont des mesures préventives standard.
Mauvais enregistrement du modèle
Lorsque les couches de couleur de plusieurs unités d'impression ne parviennent pas à s'aligner, les détails fins du grain du bois apparaissent flous ou doublés. Un mauvais repérage est le plus souvent dû à des fluctuations de tension de la bande, à une dilatation thermique des substrats dans des environnements de séchage mal contrôlés ou à des systèmes d'asservissement de repérage qui tardent à corriger les perturbations. Le maintien de températures de séchage stables et la garantie que le système de contrôle de tension est correctement calibré pour le substrat en cours d'exécution résolvent la plupart des problèmes d'enregistrement.
Décalage et blocage de l'encre
Le maculage se produit lorsque l'encre humide ou insuffisamment séchée est transférée du côté imprimé de la bande vers l'envers de la couche située au-dessus sur le rouleau de rembobinage, endommageant les deux surfaces. Ce défaut est presque toujours dû à un fonctionnement à des vitesses qui dépassent la capacité d'évaporation du sécheur pour la combinaison actuelle d'encre et de substrat. Réduire la vitesse ou augmenter la température du séchoir (dans les limites de tolérance du substrat) résout le problème immédiat ; les solutions à plus long terme impliquent d’améliorer la capacité du séchoir ou de passer à des formulations d’encre à séchage plus rapide.
Comment l'impression hélio se compare aux autres technologies d'impression de finition de panneaux
L'héliogravure n'est pas la seule technologie disponible pour produire des surfaces décoratives pour les panneaux à base de bois, et il vaut la peine de comprendre où elle se situe par rapport aux alternatives avant de prendre des décisions d'investissement.
| Technologie | Qualité d'impression | Durée de la course | Coût d'installation | Idéal pour |
| Héliogravure | Excellent | Très long (50 000 m ) | Élevé (coût du cylindre) | Décors standards en grand volume |
| Flexographie | Bon | Moyen-Long | Moyen | Couleurs unies, motifs simples |
| Jet d'encre numérique | Très bien | Court–Moyen | Faible (pas de cylindres) | Décors personnalisés, petites séries |
| Lithographie offset | Excellent | Moyen | Moyen | Rarement utilisé dans la finition des panneaux |
L'avantage inégalé de l'héliogravure pour la décoration de panneaux de bois en grand volume réside dans sa cohérence sur des tirages extrêmement longs et dans sa capacité à reproduire de subtils dégradés de tons dans les textures du bois et de la pierre mieux que n'importe quel procédé analogique concurrent. Son principal inconvénient – le coût élevé de préparation des cylindres – le rend économiquement inadapté aux petites séries ou aux changements de conception fréquents. De nombreux grands fabricants exploitent désormais à la fois des lignes d'héliogravure pour leur catalogue de décoration principal à grand volume et des lignes à jet d'encre numérique pour les commandes personnalisées à court terme, tirant le meilleur parti des deux approches.
Pratiques de maintenance qui protègent les performances des machines à long terme
Un gravure printing machine for wood-based panel finishing represents a major capital investment — typically in the range of €500,000 to several million euros depending on width, speed, and configuration. Protecting that investment through disciplined maintenance directly impacts both uptime and print quality over the machine's operational life.
- Calendrier de remplacement de la racle : Les lames doivent être changées selon un calendrier fixe – généralement à chaque équipe ou à chaque changement de rouleau pour une production à grande vitesse – plutôt que d'attendre l'apparition de défauts visibles. La défaillance des pales provoque des dommages à la surface du cylindre qui sont beaucoup plus coûteux à réparer.
- Inspection du rouleau d'impression : Les rouleaux d'impression en caoutchouc durcissent et développent des irrégularités de surface avec le temps. Des mesures régulières de dureté Shore et des inspections de surface détectent la détérioration avant qu'elle ne provoque des problèmes de qualité d'impression. Les rouleaux doivent être rectifiés ou remplacés lorsque la dureté s'écarte au-delà des spécifications.
- Rinçage du système d'encre : Les bacs à encre, les pompes et les lignes de recirculation doivent être soigneusement rincés à chaque changement de couleur et à la fin de chaque cycle de production. Les dépôts d'encre séchée dans les conduites de distribution provoquent une instabilité de la viscosité, une contamination et éventuellement une défaillance de la pompe.
- Entretien du sèche-linge : Unir nozzles and infrared elements in drying tunnels should be inspected for blockage or degradation quarterly. Uneven drying from blocked nozzles causes localized ink cure problems that are difficult to diagnose from the finished roll alone.
- Enregistrer l'étalonnage du système : Les capteurs optiques et les paramètres du servomoteur doivent être recalibrés selon les spécifications du fabricant à intervalles réguliers. La dérive dans l'alignement du capteur ou dans les courbes de réponse des servos entraîne une dégradation progressive du registre qui est parfois confondue avec des problèmes de substrat ou de cylindre.
- Stockage et manutention des bouteilles : Les cylindres de gravure chromés sont des composants de précision qui peuvent être endommagés par un stockage inapproprié ou une manipulation imprudente. Stockez les cylindres verticalement sur des supports rembourrés, à l'abri de l'humidité, et bouchez les extrémités du tourillon pour protéger les surfaces d'appui pendant le transport.
catégories de produits
Actualités recommandées
2026-08-04Machine à stratifié multicouche : un guide pratique pour en choisir et en faire fonctionner une
2026-07-30Qu’est-ce qu’une imprimante héliogravure sur papier décoratif ? Un guide simple pour les acheteurs et les opérateurs
2026-07-21Explication de la machine d'impression sur papier PU : Comment le cuir synthétique obtient son motif et sa texture
produits recommandés
La variété des modèles, pour répondre aux besoins de développement des différentes régions du monde.

Envoyez-nous un message dès maintenant !
Liens rapides
Des produits
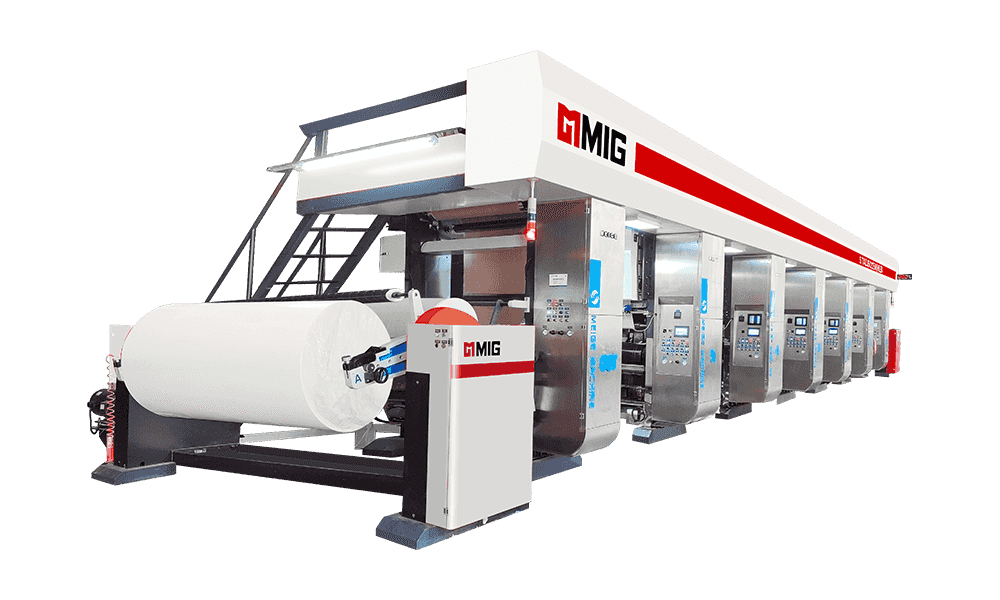
- Imprimante hélio sur papier décoratif série KL
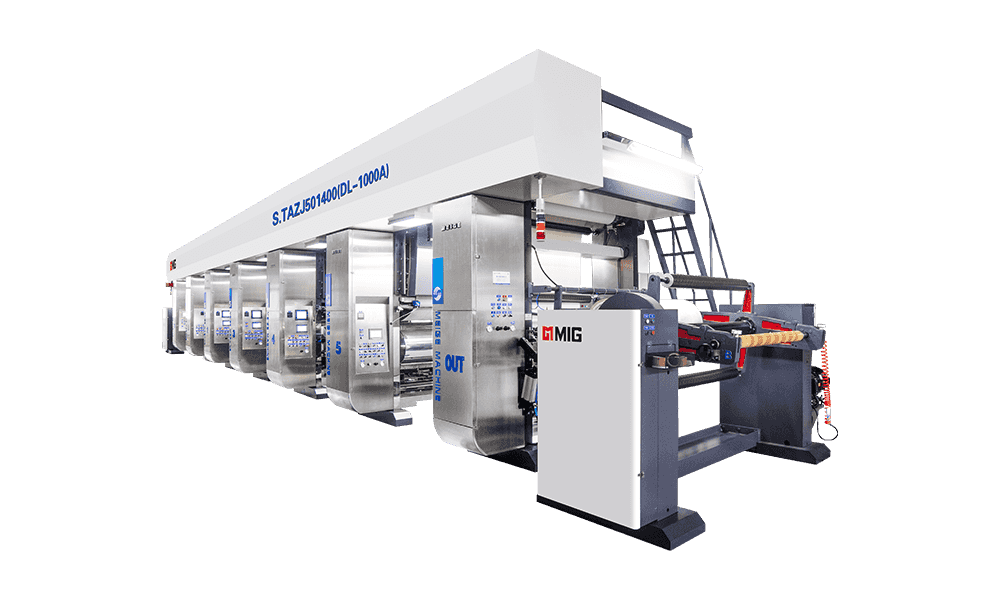
- Imprimante hélio sur papier décoratif série DL
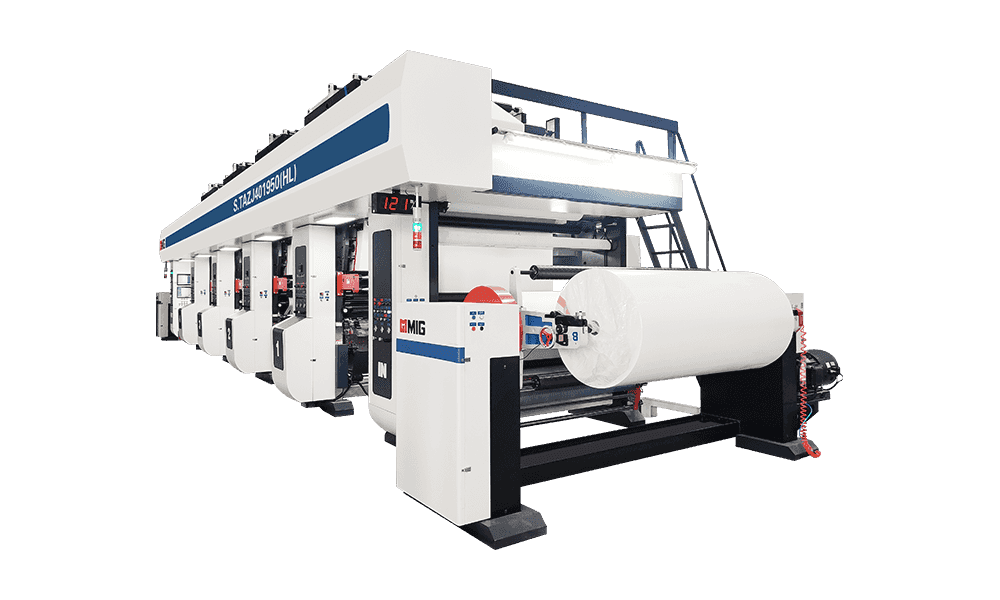
- Imprimante hélio sur papier décoratif série HL
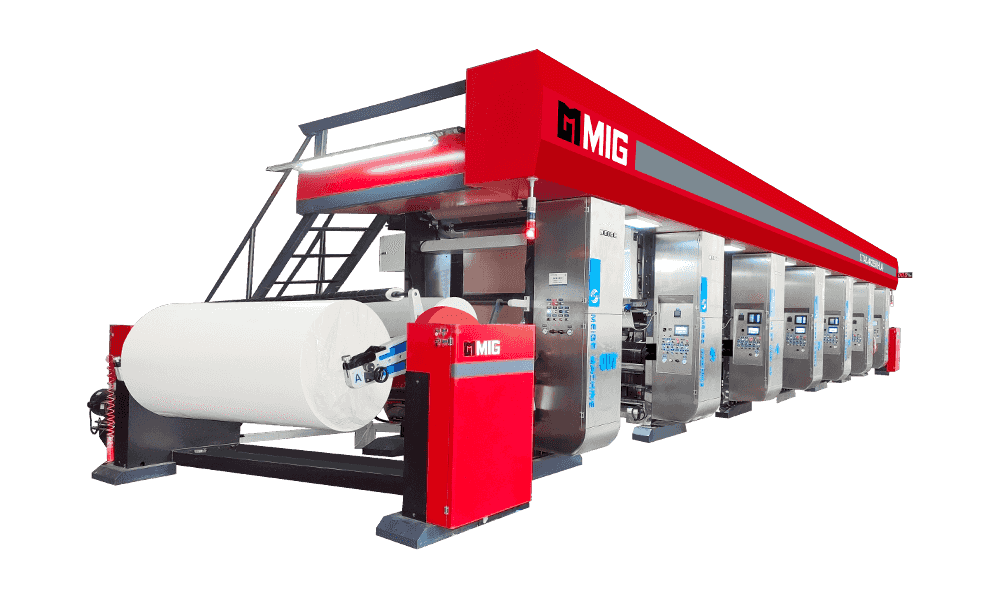
- Imprimante hélio sur papier décoratif série MG
- Machine de revêtement par gravure de papier décoratif série LLW
- Imprimante hélio sur papier décoratif série BL, CS, JS, CL, JL, EL
- ......
Contactez-nous
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, village de Qingke, rue Jincheng, district de Lin'an, ville de Hangzhou, province du Zhejiang
Copyright © Machines Cie., Ltd de Zhejiang Meige. All rights reserved.
 Confidentialité
Confidentialité